De Catharinabrug in Leiden is een zeer slanke brug van schoonbeton die eruitziet als een doorgaande plaat. Om de gewenste slankheid te bereiken, zijn het dek en de pijlers gemaakt van ultra-hogesterktebeton (UHSB) met een cilinderdruksterkte variërend van 120 tot 170 N/mm2. Dit materiaal is niet met de gewenste kwaliteit in het werk te storten. Bovendien vroeg ook het bouwproces om een brug opgebouwd uit prefab elementen. Om de vloeiende lijn uit het ontwerp te bereiken, moesten de dubbelgekromde elementen zeer nauwkeurig op elkaar aansluiten.
Artikelenserie over Catharinabrug
In een serie van drie artikelen wordt aandacht besteed aan de Catharinabrug. Het eerste deel ging over het ontwerp, dit tweede deel over de fabricage en in het derde artikel wordt de uitvoering beschreven.
14
CUR100 schoon-
beton met UHSB
Catharinabrug in Leiden (2): fabricage
De Catharinabrug in Leiden is een zeer slanke brug van schoonbeton die eruitziet als een doorgaande plaat. Om
de gewenste slankheid te bereiken, zijn het dek en de pijlers gemaakt van ultra-hogesterktebeton (UHSB) met een
cilinderdruksterkte variërend van 120 tot 170 N/mm
2. Dit materiaal is niet met de gewenste kwaliteit in het werk te
storten. Bovendien vroeg ook het bouwproces om een brug opgebouwd uit prefab elementen. Om de vloeiende
lijn uit het ontwerp te bereiken, moesten de dubbelgekromde elementen zeer nauwkeurig op elkaar aansluiten.
CUR100 schoonbeton met UHSB 2 2017
15
De brug wordt ondersteund door twee V-vormige pijlers op
een onderlinge afstand van 22,5 m. De dekdikte bedraagt in het
midden slechts 275 mm, wat neerkomt op een slankheid van
1:81. Van boven gezien is de brug S-vormig (twee bochten).
Om gewicht te besparen, is het dek voorzien van EPS.
Deling van het brugdek
De brug is opgedeeld in acht prefabbetonnen elementen. Dit
was nodig vanwege de beperkte ruimte op de locatie, maar ook
omdat het toegepaste mengsel eigenlijk alleen in een fabriek
goed is te verwerken. De elementen zijn met natte knopen aan
elkaar gekoppeld. Daarvoor is het speciaal ontwikkelde UHSB
JointCast (zie eerste deel in de serie) toegepast. Aan de onder-
en zijkanten van de brug loopt een dunne schil door.
Aanvankelijk was het de bedoeling de elementen ook nog in
dwarsrichting te delen, met zestien elementen tot gevolg. Maar
in de ontwerpfase heeft het ontwerp een aantal wijzigingen en verfijningen doorlopen. De deling in dwarsrichting is uiteinde-
lijk losgelaten.
Bij de eerste ontwerpen was de vorm zodanig afgestemd dat er
maar twee maltypen nodig waren. De brug bestond uit een
begin- en een eindstuk met een rechte bovenkant met daartus-
sen een gekromd deel. De S-vorm had een gelijke straal voor
beide bochten.
Doordat de brug in dit ontwerp een constante helling had
vanuit het midden betekende dit dat de aanlanding op de kade
niet horizontaal was. De gemeente stond echter op een horizon-
tale aanlanding op de kade. Dit betekende dat de twee uiterste
elementen een dubbelgekromde 'wokkel'-vorm kregen.
Een ander punt waarop het eerste ontwerp (fig. 4) is aangepast,
is de positie van de doorvaartroute. De brug was in eerste
instantie symmetrisch met de doorvaartroute in het hart van de
overspanning. Dit betekende dat de twee dekelementen in het
midden spiegelsymmetrisch waren en een gelijke kromming
hadden. Deze vorm kwam echter niet overeen met de optimale
doorvaartroute. Het hoogste punt is daarom verschoven, waar
-
door een asymmetrische brug ontstond. Visueel en vanuit de
productie was het niet wenselijk de deling van het dek hierop
aan te passen. De architect wenste een regelmatig nadenpatroon
en ook om krimpverschillen te voorkomen, moesten de
elementen ongeveer gelijke afmetingen hebben. Het betekende
echter wel dat de middelste twee elementen (element BD02a en
BD03a in fig. 5) beide uniek werden. Uiteindelijk heeft dit alles
geresulteerd in een brugdek bestaande uit acht verschillende
elementen die met zes mallen konden worden gemaakt.
V-vormige ondersteuning
De pijlers moesten in het ontwerp zo vloeiend mogelijk over -
gaan in het brugdek en zo min mogelijk afleiden van de slanke
doorgaande plaat. Door de asymmetrische vorm hebben alle
vier de wanden van de pijlers een unieke vorm. Ze zijn deson-
danks allemaal in één mal gemaakt (foto 2) waarbij alleen de
kopschotten zijn verschoven. Dit was mogelijk door de afstem-
1
ir. Rogier van Nalta
Pieters Bouwtechniek Delft BV
Edward Verschoor
Hi-Con Nederland BV 1 De slanke rand van de Catharinabrug
verloopt vloeiend en de elementen
sluiten bijna naadloos op elkaar aan
foto: Gerda van Ekris
Artikelenserie over Catherinabrug
In een serie van drie artikelen wordt
aandacht besteed aan de Catherinabrug.
Het eerste deel ging over het ontwerp. Dit tweede deel gaat
over de fabricage en het derde deel gaat over de uitvoering.
Het eerste deel is beschikbaar op www.cementonline.nl .
CUR100 schoonbeton met UHSB 2 2017
16
2 Eén mal voor alle pijlers
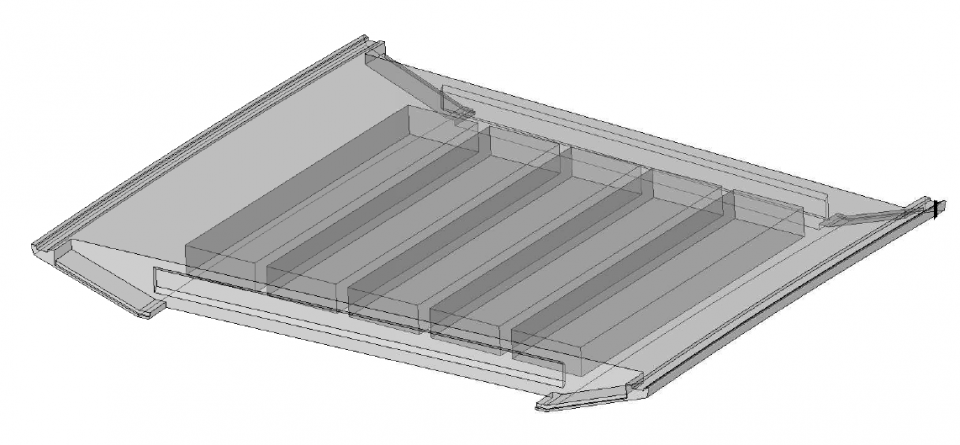
3 3D-model uit Revit van element BD02
4 Het eerste ontwerp met de opdeling
van het brugdek in elementen
ming bij de aansluiting van de wanden op het dek in de dekele-
menten te vinden. Die hadden toch allemaal al een unieke
vorm. Aan de onderzijde van de pijlers is een natte knoop
gemaakt en door de elementen iets vrij te houden van de sokkel
kon de natte knoop de maatverschillen van enkele centimeters
overbruggen.
Van ontwerp naar productie
De complete brug is in Revit in 3D gemodelleerd (fig. 3). De
opdeling in prefab elementen is hier al vanaf het begin in
meegenomen, zodat de producent goed inzicht had in de vorm
en de benodigde mallen. Tot aan de aanbesteding op basis van
een DO+ is alleen de hoofdvorm van de dekelementen gete-
kend. Na de aanbesteding zijn de elementen verder uitgewerkt.
Hierbij zijn toegevoegd: de gewichtsbesparende EPS-blokken,
de inkassingen voor de koppeling en de detaillering van de
rand met de goot voor het hekwerk. Het lukte niet de dubbelge-
kromde eindelementen direct met Revit te modelleren vanwege
de beperkingen van het programma. Daarom zijn deze eindele-
menten met Grasshopper in Rhino opgezet en geïmporteerd in
Revit. Daarna is de detailuitwerking verder in Revit gedaan.
4
2
3
CUR100 schoonbeton met UHSB 2 2017
17
2
2
2
2
4767
4365
2
2
2
2
2
BD02
BD03
BD05
BD04
BD03a
BD02a
BD01
3000
Opmerking:
Kade loopt rond in
Voorstel:
rechte aansluit
2
20
20
2
BD06 1205
969
913
1442
1533
1328
721
729
1177
1442
1200 4679
1063
801
609
609
856
1091
1327
1533
startpunt montage element
2
2
2
801
doorvaarhoogte 1750 mm
bovenkant NAP +1140 mm
954
4868
4767
4178
bovenkant kade = NAP +581 mm
3522
1198
4268
4265
4768
6749
bovenkant kade = NAP +696 mm
hoogste punt
5276
4768
4267
427018834178
5
Definitieve indeling in elementen
6 3D-vorm in Rhino met de sneden
7 De mal met beplating in de fabriek
Nadat de gehele brug op deze manier was uitgewerkt, zijn de
elementen iets geschaald om rekening te houden met de krimp
van het ultra-hogesterktebeton. Op basis van deze modellen
zijn productietekeningen gemaakt. In nauw overleg met produ-
cent Hi-Con is gekeken hoe de gekromde elementen konden
worden vertaald naar een maltekening. Het bedrijf DIBEC (Ad
van Maren), dat veel ervaring heeft met dubbelgekromde maat-
voering, is erbij gevraagd om de mallenmaker te assisteren. Het
Revit-model is uiteindelijk omgezet naar een Rhino-model,
omdat de maatvoerder dit pakket gebruikte. Per element zijn
op regelmatige afstand sneden gemaakt. Die sneden zijn omgezet
naar ondersteuningswandjes die met dunne planken zijn
betimmerd om de vloeiende vorm van het dek te krijgen (fig. 6).
Daaroverheen is een dunne beplating aangebracht die drie keer
is afgelakt met speciale bekistingslak. De plaatnaden zijn dicht-
gezet met watervaste plamuur. Daarmee kon een zeer glad
oppervlak worden bereikt (foto 7). In de fabriek zijn naast het
3D-model nog wel 2D-productietekeningen gebruikt, maar
vooral om de hoofdmaatvoering te controleren en instortvoorzie-
ningen aan te brengen. Op basis van de tekeningen zijn bijna alle
malonderdelen gefreesd. Vervolgens zijn ze digitaal ingemeten.
Veel aandacht is uitgegaan naar het betonmengsel. Hiervoor is
het zogenoemde Compact Reinforced Composite (CRC) toege-
past, dat uitgaat van een combinatie van staalvezels en traditio-
nele wapening. Het materiaal heeft een yoghurtachtige substantie
(foto 8). De cilinderdruksterkte varieert van 120 tot 170 N/mm
2.
Bij het storten van de elementen is gebruikgemaakt van een
dubbelgekromde bovenmal. Deze mal volgt de contouren van
de kromming in het dek. Op diverse posities zijn vulopeningen
5
6
7
CUR100 schoonbeton met UHSB 2 2017
18
dekking van slechts 15 mm. De wapening is daarom volledig in
de mal gevlochten waarbij ook de gewichtsbesparende EPS-
blokken zijn meegenomen. Voor het storten is de volledige
wapeningskorf uit de mal gehaald. De mal is gecheckt op
beschadigingen door het wapenen, bijgewerkt en opnieuw glad
gemaakt en vervolgens is de mal weer 3D nagemeten. Daarna is
de wapening opnieuw in de mal gelegd en zijn de elementen
gestort.
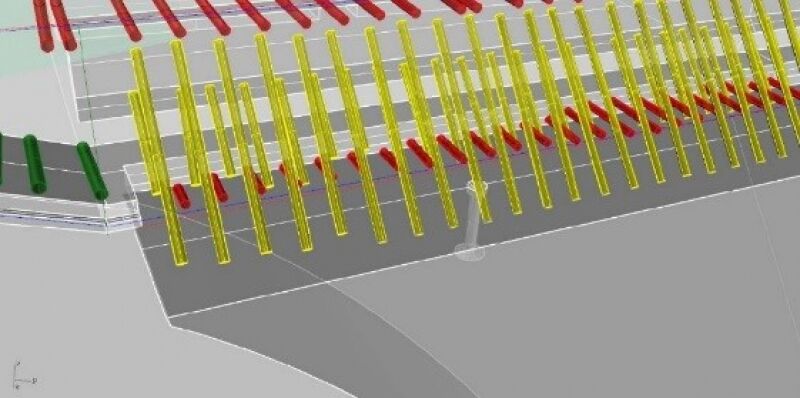
Uit de elementen staken stekken die in de natte knopen als een
kam in elkaar zouden grijpen (fig. 10a, b en c, en foto 11). Dit
luisterde zeer nauw. Dit was vooral zo bij de ondersteuningen
omdat daar zowel wapening uit de dekplaten als uit de onder-
steuning langs elkaar liepen. De Ø20 wapening lag op plekken
met een theoretische h.o.h.-afstand van slechts 26 mm. Om
passingsproblemen te voorkomen en indien nodig vóór de
montage te kunnen oplossen, zijn alle stekken na de productie
van elk element ingemeten. Vervolgens zijn alle elementen in
of stortgaten gemaakt om de mal vol te kunnen storten. Dit
vergt een bepaalde storttechniek. Doordat het element geheel
zit opgesloten, is er geen goed zicht of het beton helemaal tot
de bovenkant van de bovenmal is volgelopen. De mal is in een
aantal gevallen iets schuin geplaatst om het beton van laag naar
hoog te laten vloeien. Luchtbelvorming is in veel gevallen met
een bovenmal niet te voorkomen, ook hier niet. De brugdekken
zijn na het storten dan ook volledig gladgetrokken met CRC-
materiaal.
Bij het storten bestond er een risico op het opdrijven van de EPS-
blokken vanwege de enorme opwaartse druk. Om dat te voorko-
men, zijn de blokken met de wapening meegevlochten (foto 9).
Wapening
De wapening van de elementen moest de vorm van het
gekromde dek vloeiend volgen. Hierbij moest de vlechter de
wapening op de millimeter nauwkeurig aanbrengen met een
8 9
10a 10b 10c
CUR100 schoonbeton met UHSB 2 2017
19
8 Net gestorte CRC loopt tussen de wapening
9 EPS-blokken tussen de wapening
10, 11 De wapening uit de wanden van de pijlers grijpt
als een kam in elkaar
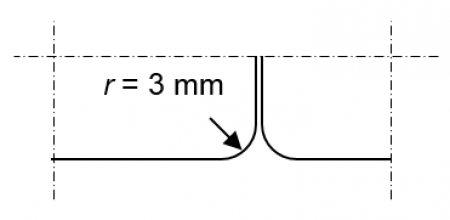
12 De elementen hebben een hoek met een
afronding met een straal van maximaal 3 mm
3D gecombineerd om te kijken of alles netjes langs elkaar heen
zou steken. De continue aandacht voor nauwkeurig werken in
de fabriek heeft z'n vruchten afgeworpen tijdens de montage.
Er zijn in het werk wat stekken bijgebogen, maar het was niet
nodig stekken af te slijpen of bij te boren.
Extreme nauwkeurigheid
Om de gewenste vloeiende lijn van het brugdek te behalen,
waren in de projectspecificatie zeer kleine toleranties voorge-
schreven. De elementen moesten zeer precies op elkaar aanslui-
ten, zodat de rand van de brug vanaf een kleine afstand optisch
volledig doorloopt. Voor de aansluiting van de elementen is
uitgegaan van een scherpe hoek met een kleine afronding met
een straal van maximaal 3 mm (fig. 12). Van zeer dichtbij zijn
de naden wel zichtbaar als een dunne lijn, maar van enige
afstand ziet het brugdek eruit als een doorgaande plaat.
Om een strak uiterlijk te behouden, is extra aandacht besteed
aan de voegen tijdens de montage. Deze zijn zorgvuldig afge-
dicht en tijdens het storten van de natte knopen heeft er
continu iemand stand-by gestaan om lekwater te verwijderen
en verkleuringen te voorkomen.
Cruciaal voor de kleine voegen was dat de elementen zeer
maatvast waren. De projectspecificatie schreef een tolerantie
van slechts 3 mm voor. In de productie is daarom continu
gecontroleerd of de afmetingen voldeden aan de specificaties
en de afwijkingen binnen de gestelde toleranties vielen. Zo is de
r = 3 mm
11
12
CUR100 schoonbeton met UHSB 2 2017
20
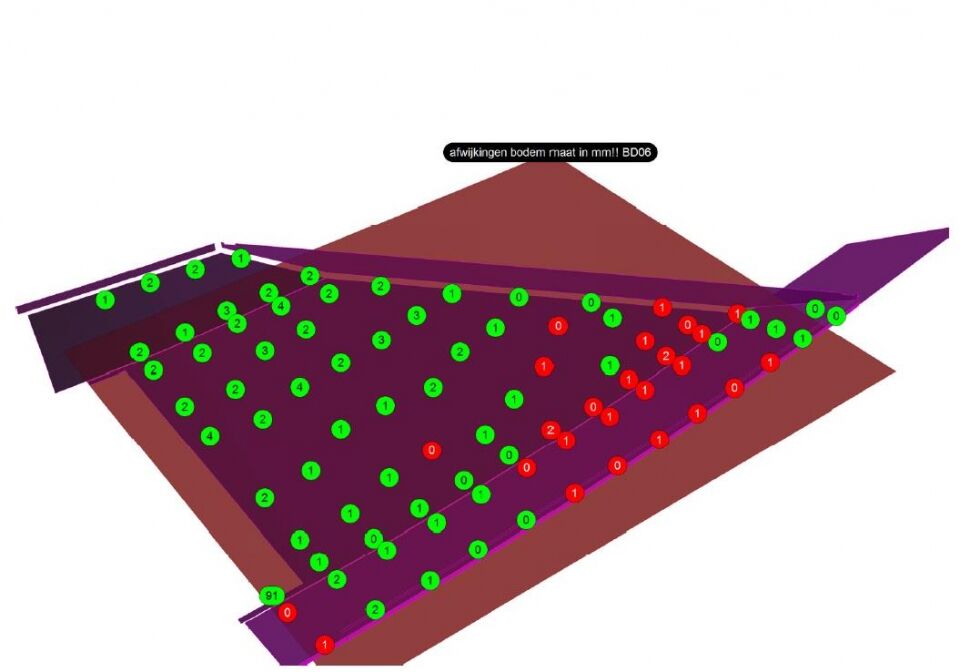
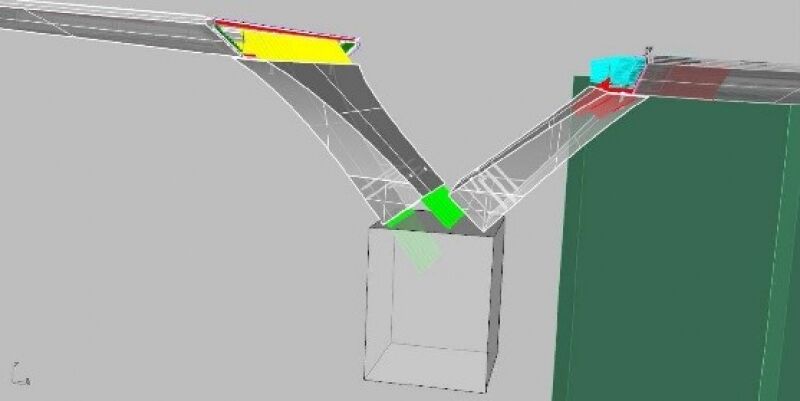
13 Resultaat van de controlemeting: groen
zijn afwijkingen van het oppervlak naar
boven, rood zijn afwijkingen naar onder.
De afwijkingen zaten binnen de toelaat -
bare 3 mm tolerantie
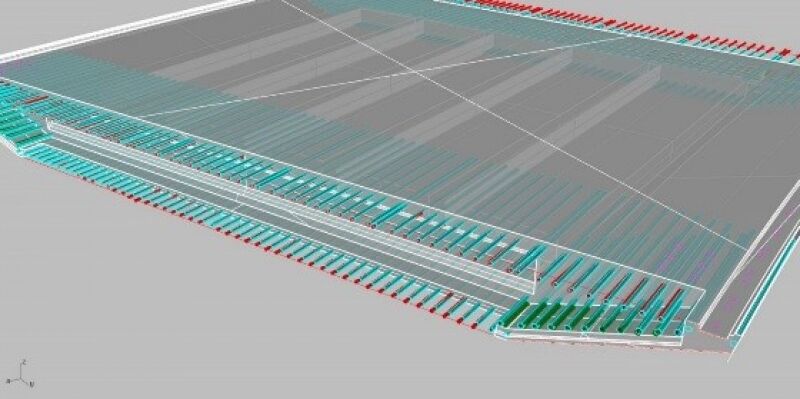
14 Opzetten brugdek
15 Doorsnede rand brugdek (a) en zijaanzicht
rand brugdek (b)
voorgeschreven, was dat er een werkplan schoonbeton moest
worden opgesteld. Dit is uiteindelijk een gezamenlijk rapport
geworden van Pieters Bouwtechniek, Hi-Con en Gebr. Schouls.
Hiermee werd van ontwerp tot fabricage en montage het belang
van het schoonbeton onderkend en werden de nodige maatre-
gelen getroffen. Dit ging om voor de hand liggende zaken. Zo
moest vanaf fabriek tot aan de montage aandacht worden
besteed aan het voorkomen van afdrukken op het beton. Maar
ook de vervorming van de brug bij elke stap van de montage en
gedurende de levensduur is hierin opgenomen. Naar aanleiding
van deze inventarisatie is het brugdek zelfs nog wat hoger
opgezet. Dit is gedaan om vervormingen tijdens de montage te
compenseren en te voorkomen dat de brug door onverwachte
effecten iets te laag zou uitkomen waardoor de doorvaarthoogte
niet zou voldoen (fig. 14). De zakkingen bleken achteraf goed
aan de verwachtingen te voldoen, maar vanwege het innovatieve
karakter van de brug wilde iedereen de risico's minimaliseren.
mal tijdens het bouwen en vlak voor het storten nagemeten en
vergeleken met de 3D-opgave (fig. 13). Na het storten is het
element nagemeten en zijn de afwijkingen geïnventariseerd.
Alle afwijkingen bleken binnen de 3 mm te vallen. Uiteindelijk
is het dek in het werk aan de bovenzijde (de stortzijde van de
elementen) nog extra glad geschuurd zodat in de afwerklaag
geen oneffenheden zichtbaar zijn. Ook de natte knopen, die
door de stroperigheid van het gebruikte JointCast vrij ruw zijn,
zijn in het werk nog extra glad geschuurd om een vloeiende
overgang tussen de dekplaten te verzekeren.
CUR100 schoonbeton
Om ervoor te zorgen dat de brug voldeed aan de wensen van de
gemeente en de architect is voor het bestek een projectspecifica-
tie schoonbeton opgesteld aan de hand van CUR-Aanbeveling
100 'Schoonbeton'. Een van de onderdelen die hierin stond
midden totaal 100 mm opgezet
w
bij = 60 mm
w
bij = 3 mm w bij = 3 mmw
onm = 14 mm
w onm = 16 mm
w
onm = 22 mm
w onm = 17 mm w tot = 95 mm
w
tot = 15 mm w tot = 15 mm
rotatie
brugdek rotatie
brugdek
22 272 1500
rechts totaal 14-22 mm opgezet
pijlers totaal 40 mm opgezet
links totaal 16-17 mm opgezet
pijlers totaal 40 mm opgezet afwijkingen bodemmaat in mm (BD06)
13
14
CUR100 schoonbeton met UHSB 2 2017
21
2
2
336336
BD03a
BD04
R 3 R
3
25 11
55
80 11 91
5
110
5
16
32
23
+
opruwen
principedetail rand (1:5)
Voor de breedte van de brug maakte het gebrek aan krimp niets
uit. In de lengte was het wel lastig, omdat de brug tussen de
kades moest blijven. Er was echter rekening gehouden met iets
tolerantie in de lengte. Door de elementen vanuit het midden te
monteren, kwam de tolerantie bij de kade uit. De kademuren
zijn pas opgehoogd nadat de ondersteuningsconstructie was
verwijderd en het brugdek was gezakt. Hierdoor zijn de
verschillen in lengte en hoogte goed opgevangen.
De lat hoog
De Catharinabrug moest eruit komen te zien als één vloeiend
doorlopende witte lijn. De delingen in het dek moesten dus zo
onzichtbaar mogelijk zijn. Hierdoor is de lat voor het schoon-
beton extreem hoog gelegd. CUR100 is aangehouden waarbij
de toleranties zijn beperkt tot slechts 2 tot 3 mm. Door een
extreme inspanning van alle partijen, gedurende het gehele
proces van ontwerp, fabricage en uitvoering, is het gelukt dit te
halen. Er is continu vastgehouden aan de ambities waardoor de
slanke randjes in zeer fraai verlopende rondingen dan ook
bijna perfect op elkaar aansluiten (foto 1).
?
Opstaand randje
De rand van het brugdek is esthetisch gezien het meest belang-
rijke onderdeel van de brug. Deze bepaalt het slanke aanzicht
van het brugdek en moet zo strak mogelijk doorlopen over de
gehele lengte. Er is daarom een zeer kleine voeg van 2 mm
tussen de brugdekelementen aangehouden.
Een moeilijk onderdeel van de brugdekrand was het 11 mm
hoge opstaande randje aan de bovenzijde (fig. 15a en b). Dit
randje was nodig om de slijtlaag van het dek in op te sluiten.
Het randje zit aan de stortzijde en zou normaalgesproken in
tweede instantie zijn gestort omdat het anders in het nog verse
beton zou wegzakken. In dit geval is het, mede dankzij de
kleine doorsnede van de opstorting, toch gelukt het randje in
één keer mee te storten. Daarmee zijn kleurverschil en een afte-
kening van een stortnaad voorkomen. Er zijn diverse testen
gedaan voordat de beste manier werd gevonden om dit uit te
voeren. Daarbij ging het vooral om de juiste timing. Het CRC
was op het moment van opstorten nét dik genoeg waardoor het
randje niet wegzakte, terwijl het wél nog zo vloeibaar was dat
een goede hechting kon ontstaan.
Gebrek aan krimp
Uit voorgaande projecten was bekend hoeveel het UHSB zou
krimpen. Hiermee was, zoals gezegd, rekening gehouden door
de elementen iets groter te maken. De krimp van de dekplaten
bleek echter in de praktijk slechts de helft van de verwachte
waarde. De oorzaak was de combinatie van de slanke beton-
schillen met zeer zware wapening en de EPS-vulling. De wape-
ning en het EPS hebben voorkomen dat het beton volledig kon
krimpen. De spanning die hierdoor is ontstaan, is effectief
opgenomen door de vezels. Hierdoor is uiteindelijk geen zicht-
bare scheurvorming opgetreden.
? PROJECTGEGEVENS
project Catharinabrug, Leiden
opdrachtgever Gemeente Leiden
architect DP6 architectuurstudio BV
constructieadviseur Pieters Bouwtechniek Delft BV
uitvoering Gebr. Schouls BV
leverancier UHSB Hi-Con Nederland BV
15a 15b
CUR100 schoonbeton met UHSB 2 2017

1. De slanke rand van de Catharinabrug verloopt vloeiend en de elementen sluiten bijna naadloos op elkaar aan, foto: Gerda van Ekris
De brug wordt ondersteund door twee V-vormige pijlers op een onderlinge afstand van 22,5 m. De dekdikte bedraagt in het midden slechts 275 mm, wat neerkomt op een slankheid van 1:81. Van boven gezien is de brug S-vormig (twee bochten). Om gewicht te besparen, is het dek voorzien van EPS.
Deling van het brugdek
De brug is opgedeeld in acht prefabbetonnen elementen. Dit was nodig vanwege de beperkte ruimte op de locatie, maar ook omdat het toegepaste mengsel eigenlijk alleen in een fabriek goed is te verwerken. De elementen zijn met natte knopen aan elkaar gekoppeld. Daarvoor is het speciaal ontwikkelde UHSB JointCast (zie eerste deel in de serie) toegepast. Aan de onder- en zijkanten van de brug loopt een dunne schil door.
Aanvankelijk was het de bedoeling de elementen ook nog in dwarsrichting te delen, met zestien elementen tot gevolg. Maar in de ontwerpfase heeft het ontwerp een aantal wijzigingen en verfijningen doorlopen. De deling in dwarsrichting is uiteindelijk losgelaten.
Bij de eerste ontwerpen was de vorm zodanig afgestemd dat er maar twee maltypen nodig waren. De brug bestond uit een begin- en een eindstuk met een rechte bovenkant met daartussen een gekromd deel. De S-vorm had een gelijke straal voor beide bochten.
Doordat de brug in dit ontwerp een constante helling had vanuit het midden betekende dit dat de aanlanding op de kade niet horizontaal was. De gemeente stond echter op een horizontale aanlanding op de kade. Dit betekende dat de twee uiterste elementen een dubbelgekromde 'wokkel'-vorm kregen.
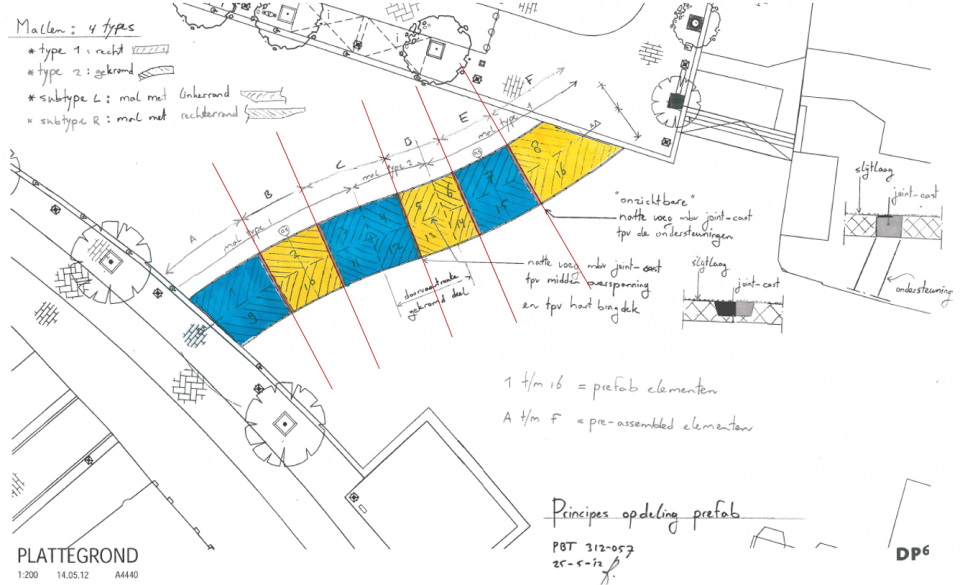
2. Het eerste ontwerp met de opdeling van het brugdek in elementen
Een ander punt waarop het eerste ontwerp (fig. 2) is aangepast, is de positie van de doorvaartroute. De brug was in eerste instantie symmetrisch met de doorvaartroute in het hart van de overspanning. Dit betekende dat de twee dekelementen in het midden spiegelsymmetrisch waren en een gelijke kromming hadden. Deze vorm kwam echter niet overeen met de optimale doorvaartroute. Het hoogste punt is daarom verschoven, waardoor een asymmetrische brug ontstond. Visueel en vanuit de productie was het niet wenselijk de deling van het dek hierop aan te passen. De architect wenste een regelmatig nadenpatroon en ook om krimpverschillen te voorkomen, moesten de elementen ongeveer gelijke afmetingen hebben. Het betekende echter wel dat de middelste twee elementen beide uniek werden. Uiteindelijk heeft dit alles geresulteerd in een brugdek bestaande uit acht verschillende elementen die met zes mallen konden worden gemaakt (fig. 3).
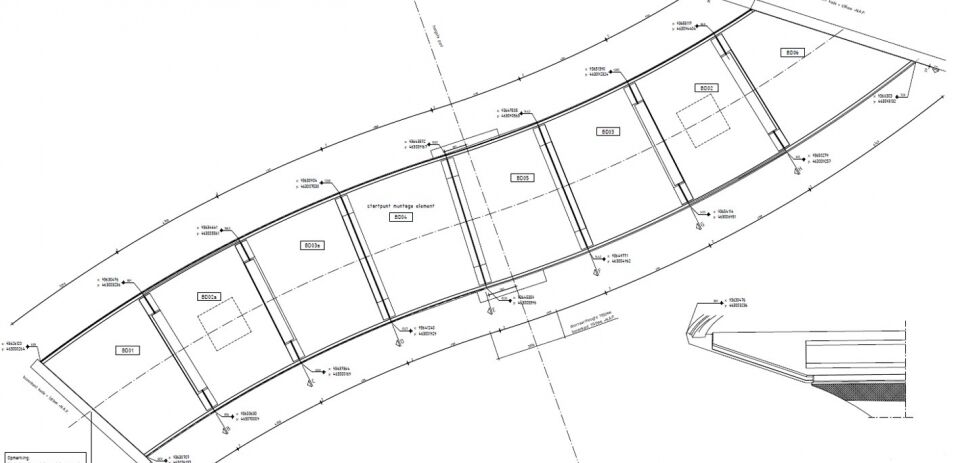
3. Definitieve indeling in elementen
V-vormige ondersteuning
De pijlers moesten in het ontwerp zo vloeiend mogelijk overgaan in het brugdek en zo min mogelijk afleiden van de slanke doorgaande plaat. Door de asymmetrische vorm hebben alle vier de wanden van de pijlers een unieke vorm. Ze zijn desondanks allemaal in één mal gemaakt (foto 4) waarbij alleen de kopschotten zijn verschoven. Dit was mogelijk door de afstemming bij de aansluiting van de wanden op het dek in de dekelementen te vinden. Die hadden toch allemaal al een unieke vorm. Aan de onderzijde van de pijlers is een natte knoop gemaakt en door de elementen iets vrij te houden van de sokkel kon de natte knoop de maatverschillen van enkele centimeters overbruggen.
4. Eén mal voor alle pijlers
Van ontwerp naar productie
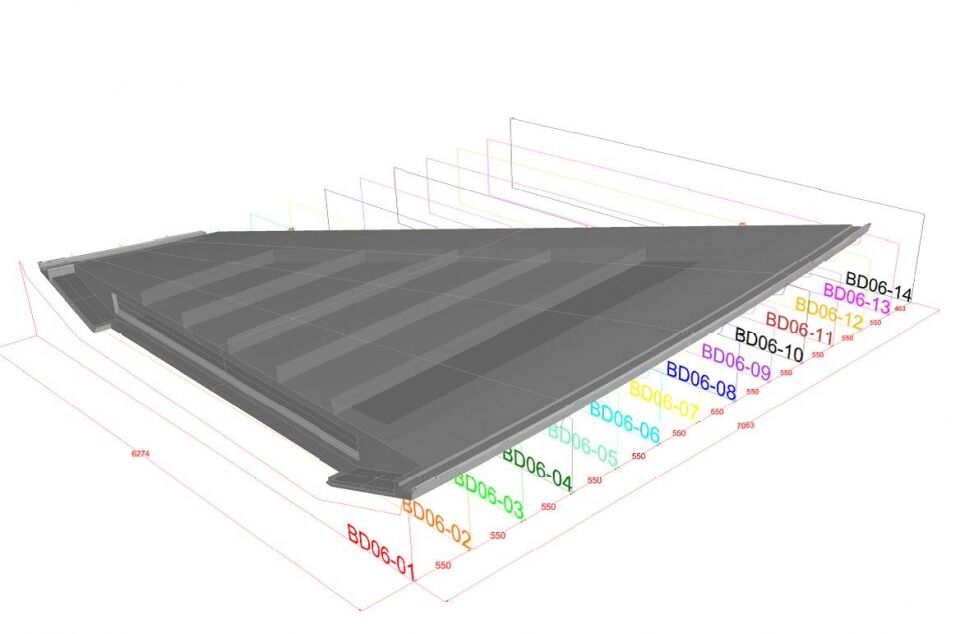
De complete brug is in Revit in 3D gemodelleerd (fig. 5). De opdeling in prefab elementen is hier al vanaf het begin in meegenomen, zodat de producent goed inzicht had in de vorm en de benodigde mallen. Tot aan de aanbesteding op basis van een DO+ is alleen de hoofdvorm van de dekelementen getekend. Na de aanbesteding zijn de elementen verder uitgewerkt. Hierbij zijn toegevoegd: de gewichtsbesparende EPS-blokken, de inkassingen voor de koppeling en de detaillering van de rand met de goot voor het hekwerk. Het lukte niet de dubbelgekromde eindelementen direct met Revit te modelleren vanwege de beperkingen van het programma. Daarom zijn deze eindelementen met Grasshopper in Rhino opgezet en geïmporteerd in Revit. Daarna is de detailuitwerking verder in Revit gedaan.
5. 3D-model uit Revit van element BD02
6. 3D-vorm in Rhino met de sneden
Nadat de gehele brug op deze manier was uitgewerkt, zijn de elementen iets geschaald om rekening te houden met de krimp van het ultra-hogesterktebeton. Op basis van deze modellen zijn productietekeningen gemaakt. In nauw overleg met producent Hi-Con is gekeken hoe de gekromde elementen konden worden vertaald naar een maltekening. Het bedrijf DIBEC, dat veel ervaring heeft met dubbelgekromde maatvoering, is erbij gevraagd om de mallenmaker te assisteren. Het Revit-model is uiteindelijk omgezet naar een Rhino-model, omdat de maatvoerder dit pakket gebruikte. Per element zijn op regelmatige afstand sneden gemaakt. Die sneden zijn omgezet naar ondersteuningswandjes die met dunne planken zijn betimmerd om de vloeiende vorm van het dek te krijgen (fig. 6). Daaroverheen is een dunne beplating aangebracht die drie keer is afgelakt met speciale bekistingslak. De plaatnaden zijn dichtgezet met watervaste plamuur. Daarmee kon een zeer glad oppervlak worden bereikt (foto 7). In de fabriek zijn naast het 3D-model nog wel 2D-productietekeningen gebruikt, maar vooral om de hoofdmaatvoering te controleren en instortvoorzieningen aan te brengen. Op basis van de tekeningen zijn bijna alle malonderdelen gefreesd. Vervolgens zijn ze digitaal ingemeten.

7. De mal met beplating in de fabriek

8. Net gestorte CRC loopt tussen de wapening
Veel aandacht is uitgegaan naar het betonmengsel. Hiervoor is het zogenoemde Compact Reinforced Composite (CRC) toegepast, dat uitgaat van een combinatie van staalvezels en traditionele wapening. Het materiaal heeft een yoghurtachtige substantie (foto 8). De cilinderdruksterkte varieert van 120 tot 170 N/mm².
Bij het storten van de elementen is gebruikgemaakt van een dubbelgekromde bovenmal. Deze mal volgt de contouren van de kromming in het dek. Op diverse posities zijn vulopeningen of stortgaten gemaakt om de mal vol te kunnen storten. Dit vergt een bepaalde storttechniek. Doordat het element geheel zit opgesloten, is er geen goed zicht of het beton helemaal tot de bovenkant van de bovenmal is volgelopen. De mal is in een aantal gevallen iets schuin geplaatst om het beton van laag naar hoog te laten vloeien. Luchtbelvorming is in veel gevallen met een bovenmal niet te voorkomen, ook hier niet. De brugdekken zijn na het storten dan ook volledig gladgetrokken met CRC-materiaal.
Bij het storten bestond er een risico op het opdrijven van de EPS-blokken vanwege de enorme opwaartse druk. Om dat te voorkomen, zijn de blokken met de wapening meegevlochten (foto 9b).
9a. De wapening in de mal
9b. De EPS-blokken tussen de wapening
9c. De tegenkist van de dubbelgekromde elementen
10. De wapening uit de wanden van de pijlers grijpen als een kam in elkaar
Wapening
De wapening van de elementen moest de vorm van het gekromde dek vloeiend volgen. Hierbij moest de vlechter de wapening op de millimeter nauwkeurig aanbrengen met een dekking van slechts 15 mm. De wapening is daarom volledig in de mal gevlochten waarbij ook de gewichtsbesparende EPS-blokken zijn meegenomen. Voor het storten is de volledige wapeningskorf uit de mal gehaald. De mal is gecheckt op beschadigingen door het wapenen, bijgewerkt en opnieuw glad gemaakt en vervolgens is de mal weer 3D nagemeten. Daarna is de wapening opnieuw in de mal gelegd en zijn de elementen gestort.
11. Inhijsen pijlers, foto's: Gerda van Ekris
Uit de elementen staken stekken die in de natte knopen als een kam in elkaar zouden grijpen (fig. 10, foto 11). Dit luisterde zeer nauw. Dit was vooral zo bij de ondersteuningen omdat daar zowel wapening uit de dekplaten als uit de ondersteuning langs elkaar liepen. De Ø20 wapening lag op plekken met een theoretische h.o.h.-afstand van slechts 26 mm. Om passingsproblemen te voorkomen en indien nodig vóór de montage te kunnen oplossen, zijn alle stekken na de productie van elk element ingemeten. Vervolgens zijn alle elementen in 3D gecombineerd om te kijken of alles netjes langs elkaar heen zou steken. De continue aandacht voor nauwkeurig werken in de fabriek heeft z'n vruchten afgeworpen tijdens de montage. Er zijn in het werk wat stekken bijgebogen, maar het was niet nodig stekken af te slijpen of bij te boren.
Extreme nauwkeurigheid
Om de gewenste vloeiende lijn van het brugdek te behalen, waren in de projectspecificatie zeer kleine toleranties voorgeschreven. De elementen moesten zeer precies op elkaar aansluiten, zodat de rand van de brug vanaf een kleine afstand optisch volledig doorloopt. Voor de aansluiting van de elementen is uitgegaan van een scherpe hoek met een kleine afronding met een straal van maximaal 3 mm. Van zeer dichtbij zijn de naden wel zichtbaar als een dunne lijn, maar van enige afstand ziet het brugdek eruit als een doorgaande plaat.
Om een strak uiterlijk te behouden, is extra aandacht besteed aan de voegen tijdens de montage. Deze zijn zorgvuldig afgedicht en tijdens het storten van de natte knopen heeft er continu iemand stand-by gestaan om lekwater te verwijderen en verkleuringen te voorkomen.
Cruciaal voor de kleine voegen was dat de elementen zeer maatvast waren. De projectspecificatie schreef een tolerantie van slechts 3 mm voor. In de productie is daarom continu gecontroleerd of de afmetingen voldeden aan de specificaties en de afwijkingen binnen de gestelde toleranties vielen. Zo is de mal tijdens het bouwen en vlak voor het storten nagemeten (foto 13) en vergeleken met de 3D-opgave (fig. 14). Na het storten is het element nagemeten en zijn de afwijkingen geïnventariseerd. Alle afwijkingen bleken binnen de 3 mm te vallen. Uiteindelijk is het dek in het werk aan de bovenzijde (de stortzijde van de elementen) nog extra glad geschuurd zodat in de afwerklaag geen oneffenheden zichtbaar zijn. Ook de natte knopen, die door de stroperigheid van het gebruikte JointCast vrij ruw zijn, zijn in het werk nog extra glad geschuurd om een vloeiende overgang tussen de dekplaten te verzekeren.

13. Controlemeting van de mal in de fabriek
14. Resultaat van de controlemeting: groen zijn afwijkingen van het oppervlak naar boven, rood zijn afwijkingen naar onder. De afwijkingen zaten binnen de toelaatbare 3 mm tolerantie
CUR100 schoonbeton
Om ervoor te zorgen dat de brug voldeed aan de wensen van de gemeente en de architect is voor het bestek een projectspecificatie schoonbeton opgesteld aan de hand van CUR-Aanbeveling 100 'Schoonbeton'. Een van de onderdelen die hierin stond voorgeschreven, was dat er een werkplan schoonbeton moest worden opgesteld. Dit is uiteindelijk een gezamenlijk rapport geworden van Pieters Bouwtechniek, Hi-Con en Gebr. Schouls. Hiermee werd van ontwerp tot fabricage en montage het belang van het schoonbeton onderkend en werden de nodige maatregelen getroffen. Dit ging om voor de hand liggende zaken. Zo moest vanaf fabriek tot aan de montage aandacht worden besteed aan het voorkomen van afdrukken op het beton. Maar ook de vervorming van de brug bij elke stap van de montage en gedurende de levensduur is hierin opgenomen. Naar aanleiding van deze inventarisatie is het brugdek zelfs nog wat hoger opgezet. Dit is gedaan om vervormingen tijdens de montage te compenseren en te voorkomen dat de brug door onverwachte effecten iets te laag zou uitkomen waardoor de doorvaarthoogte niet zou voldoen (fig. 15). De zakkingen bleken achteraf goed aan de verwachtingen te voldoen, maar vanwege het innovatieve karakter van de brug wilde iedereen de risico's minimaliseren.

Opstaand randje
De rand van het brugdek is esthetisch gezien het meest belangrijke onderdeel van de brug. Deze bepaalt het slanke aanzicht van het brugdek en moet zo strak mogelijk doorlopen over de gehele lengte. Er is daarom een zeer kleine voeg van 2 mm tussen de brugdekelementen aangehouden.
Een moeilijk onderdeel van de brugdekrand was het 11 mm hoge opstaande randje aan de bovenzijde (fig. 16a en b). Dit randje was nodig om de slijtlaag van het dek in op te sluiten. Het randje zit aan de stortzijde en zou normaalgesproken in tweede instantie zijn gestort omdat het anders in het nog verse beton zou wegzakken. In dit geval is het, mede dankzij de kleine doorsnede van de opstorting, toch gelukt het randje in één keer mee te storten. Daarmee zijn kleurverschil en een aftekening van een stortnaad voorkomen. Er zijn diverse testen gedaan voordat de beste manier werd gevonden om dit uit te voeren. Daarbij ging het vooral om de juiste timing. Het CRC was op het moment van opstorten nét dik genoeg waardoor het randje niet wegzakte, terwijl het wél nog zo vloeibaar was dat een goede hechting kon ontstaan.
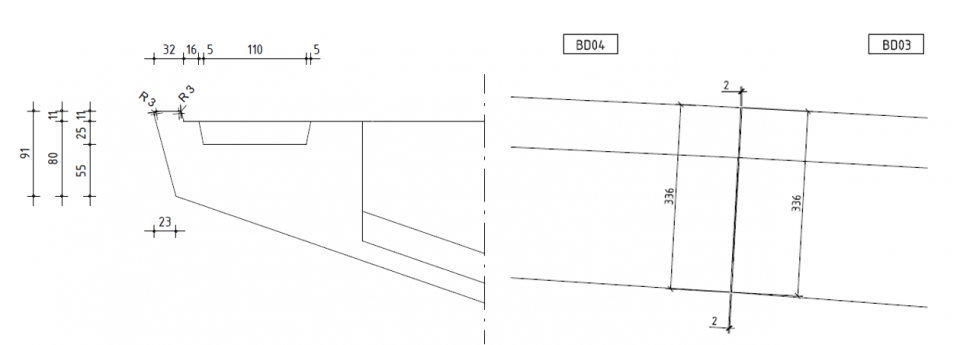
16. Doorsnede rand brugdek (links) en zijaanzicht rand brugdek (rechts)
Gebrek aan krimp
Uit voorgaande projecten was bekend hoeveel het UHSB zou krimpen. Hiermee was, zoals gezegd, rekening gehouden door de elementen iets groter te maken. De krimp van de dekplaten bleek echter in de praktijk slechts de helft van de verwachte waarde. De oorzaak was de combinatie van de slanke betonschillen met zeer zware wapening en de EPS-vulling. De wapening en het EPS hebben voorkomen dat het beton volledig kon krimpen. De spanning die hierdoor is ontstaan, is effectief opgenomen door de vezels. Hierdoor is uiteindelijk geen zichtbare scheurvorming opgetreden.
Voor de breedte van de brug maakte het gebrek aan krimp niets uit. In de lengte was het wel lastig, omdat de brug tussen de kades moest blijven. Er was echter rekening gehouden met iets tolerantie in de lengte. Door de elementen vanuit het midden te monteren, kwam de tolerantie bij de kade uit. De kademuren zijn pas opgehoogd nadat de ondersteuningsconstructie was verwijderd en het brugdek was gezakt. Hierdoor zijn de verschillen in lengte en hoogte goed opgevangen.
De lat hoog
De Catharinabrug moest eruit komen te zien als één vloeiend doorlopende witte lijn. De delingen in het dek moesten dus zo onzichtbaar mogelijk zijn. Hierdoor is de lat voor het schoonbeton extreem hoog gelegd. CUR100 is aangehouden waarbij de toleranties zijn beperkt tot slechts 2 tot 3 mm. Door een extreme inspanning van alle partijen, gedurende het gehele proces van ontwerp, fabricage en uitvoering, is het gelukt dit te halen. Er is continu vastgehouden aan de ambities waardoor de slanke randjes in zeer fraai verlopende rondingen dan ook bijna perfect op elkaar aansluiten (foto 1).
Projectgegevens
- project:Catharinabrug, Leiden
- opdrachtgever: Gemeente Leiden
- architect: DP6 architectuurstudio BV
- constructieadviseur: Pieters Bouwtechniek Delft BV
- uitvoering: Gebr. Schouls BV
- leverancier UHSB: Hi-Con Nederland BV



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Reacties