
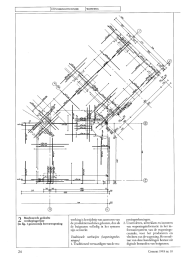
I IUITVOERINGSTECHNlEK IWAPENINGWAPENEN, EEN VAK APART XIRESULTATEN PRAKTIJKPROEF WAPENING UITWISSELINGFORMAAT (WUF)ing.R.CJ. van Tongeren, Ingenieursbureau Grabowsky & Poort, 's Gravenhageir.R.A.Chandansingh, TU Delft, faculteit Civiele Techniek, sectie BetonconstructiesIn april 1992 is het warening Uitwisseling Formaat (WUF) gedemonstreerd: eenelektronische (digitale uitwisseling van wapeningsgegevens van de constructeur(CAD) naar het informatiesysteem van de wapeningscentrale (CAM). Tijdens dedemonstratie is aangetoond dat het overdragen vanwapeningsinformatie doormiddel van het WUF goed mogelijk is. Het WUF heeft echter nog geen vaste voetaan de grond gekregen in de informatievoorziening tussen constructeur enwapeningscentrale. Wel is het getest in een aantal praktijkproeven. Dit artikel bevateen bespreking van de resultaten van de eerste praktijkproef.Bij de praktijkproeven is erbewust voor gekozen niet al te? groot en te moeilijk te beginnen.Daarom is ervan afgezien het WUF tetesten in een (praktijk)project en isgekozen voor (schijn)projecten, teweten onderdelen van gebouwen zoalsvloeren, wanden, balken en kolommen.Daarnaast is de rechtstreekse informa-tievoorziening bekeken tussen con-structeur en wapeningscentrale, duszonder tussenkomst van functionaris-sen van de (project)aannemer. Voor zo-ver de aannemernietbetrokkenis bij hetdetailleren van de wapening, blijft zijnrol in dit proces buiten beschouwing.In eerste instantie is hoofdzakelijk geke-ken naar de mate van aansluiting van deinformatievoorzieningdoor middel vanhet WUF op de activiteiten van de Wa-peningscentrale. Dat komt in dit artikelaan de orde. In een later stadium zullende veranderingen in werkwijze en kos-ten, ten gevolge van het gebruik van hetWUF, worden beschouwd.Werkwijze onderzoekDe uitvoering van de praktijkproefis inprincipe een vergelijking tussen tweemanieren van informatieweergave en-verwerking. Vergeleken worden deverwerking van informatie op wape-ningstekeningen (traditionele werkwi-jze) en de verwerking van wapeningsin-formatie uit een WUF-bestand met dedaarbij behorende tekeningen (hieraangeduid met de WUF-werkwijze).Als eindpunt van de informatiever-Cement 1993 nr. 101 Verdiepingsvloer kantoorgebouw Campus Leuven te Zoetermeer alspraktijkproef~23IUITVOERINGSTECHNIEK IWAPENING12-112-40013112-Loo 112-1.....~2111562 562 4838 521501100r11.2 Beschouwde gedeelteverdiepingsvloer(in fig. 1 gearceerd); bovenwapening24werking is het tijdstip van aansturenvande produktiemachines gekozen, dus alsde buigstaten volledig in het systeemzijn verwerkt.Traditionele werkwijze (wapeningsteke-ningen)1. Traditioneel vervaardigen van de wa-peningstekeningen.2. Controleren, uittrekken en invoerenvan wapeningsinformatie in het in-formatiesysteem van de wapenings-centrale, voor het produceren envlechten van de wapening. Het resul-taat van deze handelingen bestaat uitdigitale bestanden van buigstaten.Cement 1993 nr. 10werk : 0194 - KANT."CAMPUS LEUVEN"Totaalstaat : 0 -.,KW03KW03KW03KW03KW03AKW03AKW03Buigstaten 61 t/m 700071 1E VE~DVL.AS A-A/9-14 B-W KW03ABlJigstaten 71 t/m80hlJlp- construct ie- tot?ti1gewicllt?1?wapening wapening l? 94i~$til~~n_/~0,00 892,27 892,27 07112192 V11,93 159,30 171,23 07112192 V0,00 3.118,98 3.118,98 07112192 V2.414,38 2.744,62 5.159,00 07112192 V0,00 3.306,90 3.306,90 07/12192 V0,00 3.988,15 3.988,15 07/12192 V819,71 2.873,12 3.692,83 07112192 V3.246,03 17.083,34 20.329,370,00 2.777,83 2.777,83 07/12192 V0,00 2.777,83 2.777,83TOTAAL BLAD 1t/rn 1 '.3 Buigstaat volgens traditionele werkwijze (totaalstaat)3.246,03 19.861,18 23.107,21WUF-werkwijze (digitaal bestand en ditowapeningstekeningen)1. Genereren van WUF-bestanden vande wapening en plotten van de bijbe-horende wapeningstekeningen,waarop staafmerken staan vermeld.2. Inlezen, converteren en controlerenvan de WUF-bestanden. Ook hierbestaat het resultaat uit digitalebestanden van buigstaten.Met het oog op de praktische verwerk-baarheid zijn de buigstaten van de tweeafzonderlijke werkwijzen door wape-ningscentrale Van Noordenne vergele~ken. Verschillen zijn besproken en aan-bevelingen zijn gedaan om knelpuntenen onvolkomenheden op te lossen.Beschrijving van de praktijkproefVan het project 'KantoorgebouwCam-pus Leuven' te Zoetermeer is ingeni-eursbureau Grabowsky & Poort de con-structeurenHandelmij VanNoordennede leverancier van de wapening. Alsproefis van eenverdiepingsvloer van ditproject op zowel traditionele manier alsvia hetWapening Uitwisseling Formaateen buigstaat gemaakt (fig. 1-2).De reden voor deze aanpak was de wensom alleverschillen tussen debeide buig-staten zichtbaar te maken. De basis voorbeide buigstaten was een CAD-teke-ning, gemaakt door Grabowsky & Poortmet het wapeningsprogramma Auto-STRUCT.Traditionele werkwijzeTraditioneel worden buigstaten mNederland voornamelijk door de wape-Cement 1993 nr. 10ningscentrales gemaakt, op basis van dewapeningstekeningen(op papieraange-leverd). Daarbij is het niet belangrijk ofde tekening wel of niet met een CAD-systeem is gemaakt. De buigstaten-maker bepaalt de lengte van de staaf-delen vanaf de tekening. Bij kritieke. maten wordt de lengte uitgerekend. Destavenworden per staafofper groep vaneen nummer voorzien.De staafgegevens worden daarna, zekerbij de grotere wapeningscentrales, ineen informatiesysteem ingevoerd. Dezeingevoerde digitale informatie wordtgebruikt om de buig-knipmachines aante sturen en de administratie bij tehouden. Teneinde een goede vergelij-king te kunnen maken, volgen hier-onder enkele kenmerken van de tradi-tionele aanpak:- totaal zijn van de wapeningstekening8 buigstaten gemaakt (fig. jj,- bij het maken van de buigstaat houdtde buigstatenmaker rekening met devlechtvolgorde en de volgorde vanaanvoer van de wapening;- hoewel hierover bij de diverse buig-vlechtcentrales verschillend wordtgedacht, hebben op deze buigstaatgelijke staven een gelijk nummergekregen;- de staafnummers worden duidelijkleesbaar op tekening geplaatst;- bij verloopstaven worden de mlill-male en maximale maat opgegeven;- de opgebogen staafdelen worden aande hand van de dekkingen berekend;- bij een kenmiddellijn < 16 mm heeftgeen afronding naar een standaard~kniplengte plaats in verband met hetgebruik van betonstaal op rollen;- lengten van staafdelen worden afge-rond op 10 mm;- totaal van de buigstaat zonder hulp-wapening: 19779 kg.WUF-werkwijzeBij de aanpak via het WUF wordt debuigstaat hoofdzakelijk door het inge-nieursbureau gemaakt. Het is in ditgeval noodzakelijk dat de tekeningwordt gemaakt met een CAD-systeemen een wapeningsprogramma dat instaat is WUF-bestanden te genereren.De pakketten AutoSTRUCT enCADBAR voldoen aan deze criteria.Nadat de wapeningstekening gereed is,wordt het 'buigstaten-programma'gestart. Afhankelijk van de wensenwordtvan de gehele tekening ofvan eendeel ervan een buigstaat gegenereerd.Bij deze proef is een splitsing tussenonder- en bovenwapening gemaakt.Het buigstatenprogramma voorziet destaven van een nummer en schrijft debuigstaatgegevens in het ontwikkeldeWUF naar een digitaal bestand.De wapeningscentrale ontvangt van hetingenieursbureau een wapeningsteke-ning met de staafnummers en eendiskette met het gegenereerde WUF~bestand. Dit WUF-bestand wordt doorde wapeningscentrale in zijn informa-tiesysteem ingelezen. Na deze werk-zaamheden vloeien de traditionele ende WUF-werkwijze weer Samen.Tot slot volgen enkele kenmerken voorde aanpak via het WUF:25____--__~-----'-IU_ITV__O_E_RI_N_G_S_TE__C_H_N_IE_K_~_I_w'_'A_P_E_N_IN_G~ ~Yerk : 9194 - KANT. CAMPUS LEUVENTotaalstaat : 0 -19.670,460,00Buigstaten 1 t/m 10Sgst IV ~J.f"~">"'~'?'?~?. .'.'."';~~n[~ __~~t-__~w~ap~e::n~i~ng~~_~w~a~p~e~n1~'n~g~_8b~?.?U~j~9s~t~a~t~en~j.l2d~a1t~~I!.?? 2>!ilJ0001 ONDERYAP 1STE VERDIEPING KY03 0,00 9.734,67 9.734,670002 BOVENYAP. 1STE VERD I EPING KY03A 0, 00 9:935,79 9.935,7919.670,46TOTAALBLAD "'lt/m 1 0,00 19.670,46 19.670,464 Buigstaat volgens WUF-werkwijze (totaalstaat)- er zijn twee buigstaten (WUF-bestan-den) aangeleverd (fig. 4},- erwordtgeenrekening gehouden metde werkvolgorde;- elke staafkrijgt een ander nummer;- de staafnummers worden 2,5 mmgroot op tekening geplaatst;- van deverloopstavenworden de mini-male en de maximale staaflengte op-gegeven;- staafdelen worden volgens een vasteformule berekend, zonderrekening tehouden met maattoleranties;- bij optimalisering van de kniplengtenwordt geen rekening gehouden metkenmiddellijnen kleiner ofgroter dan16mm;- de lengten van de staafdelen wordenmet een nauwkeurigheid van 1 mmweergegeven;- totaal van de buigstaat zonder hulp~wapening: 19670 kg.Beoordeling van de resultatenAls belangrijkste resultaat van de eerstepraktijkproefkan worden gesteld dat decommunicatie technisch goed functio-neert. HetWUF kangoed worden gege-nereerd vanuit AutoSTRUCT en pro-bleemloos worden ingevoerd in het in-formatiesysteem van de wapeningscen-trale. Het WUF~bestand.stelt de wape-ningscentrale in staatde informatie naarwens te behandelen en!ofte verwerkenvoor verdere eigen activiteiten.Indeling wapening in buigstatenHet belangrijkste verschil tussen de tra-ditionele aanpak en de aanpak via hetWUF is hetaantal buigstaten (respectie-velijk 8 en 2). Dit is het gevolg van hetfeit dat in de aanpakvia hetWUF de in-deling m buigstaten nog arbitrair ge-beurt, terwijl in de traditionele aanpakrekening wordt gehouden met de pro-duktiewijze van wapeningsonderdelenen de vlechtvolgorde. Bij deze proefzijnin de traditionele aanpak buigstaten ge-maakt voor speciale onderdelen (ko-lomplaten) en per wapeningslaag vaneen gebouwonderdeel zijn aparte buig-staten gemaakt.Wapeningsprogramma's als Auto-STRUCT en CADBAR zijn in staat degewenste opsplitsing in buigstaten temaken, indien die vooraf bekend is bijhet ingenieursbureau. Afspraken die-nen te worden gemaakt tussen het inge-nieursbureau en de wapeningscentralebetreffende de indeling van de wape-ning in buigstaten. De afspraken kun-nen worden gemaakt voor een specifiekproject. Voor een optimaal gebruik vanhet WUF is het echter handiger daar-voor algemeen geldende afspraken enrichtlijnen op te stellen.StaaJnummeringHet aangeven van de staafnummers kanop verschillende manieren gebeuren:1. willekeurige staafnummering (vaaktekenvolgorde);2. staafnummering waarin ook de ken-middellijn is opgenomen;3. staafnummering afhankelijk van depositie (vlechtvolgorde) van de staaf;4. een combinatie van 2 en 3.Optie 2 sluit goed aan op de ontwikke-ling in ISO-verband. De staven wordengenummerd met vijfcijfers, waarbij deeerste twee de kenmiddellijn weergevenen de laatste drie een volgnummer. Uitstaafnummer 12005 valt derhalve te le-zen een kenmiddellijn van 12 mm metals volgnummer 5. Deze nummeringwordt inmiddels in diverse normen ge-hanteerd.Het huidige WUF voorziet niet in dezemogelijkheid en zal derhalve mogelijkdaarop moeten worden aangepast. Ookhet informatiesysteem van de wape-ningscentrale zal een aanpassing behoe-ven. Momenteel wordt in de traditione-le aanpak volgens methode 3 genum-merd. Wapeningsprogramma's hante-renvaak de nummeringvolgens metho~de 1.Gedurende de ontwikkeling van hetWUF is ervan uitgegaan dat elke staafeen uniek nummer moest krijgen. Tij-dens de proef is gebleken dat dit niethandig is. Ten eerste zijner veel staaf-nummers, waardoor de tekening on-overzichtelijk wordt, ten tweede moe-ten de staven weer worden gegroepeerdom te voorkomen dat dezelfde staafty-pen meermalen, in kleine groepen, wor-den gebogen. Het voordeel van dezestaafnummering is weL dat het sorterenvan staven na het knippen en buigeneenvoudiger is, wat het zoekwerk op debouwplaats behoorlijk reduceert.De eerder genoemde wapeningspro-gramma's zijn in staat om zowel elkestaaf een uniek nummer te geven alsidentieke staven hetzelfde nummer.Welke manier handiger is moet naderworden onderzocht. Er is een behoeftegesignaleerd aan nadere afspraken enrichtlijnen met betrekking tot het sys-teem van nummering.Presentatie staaJnummers op tekeningUit de proef is duidelijk gebleken datvan het CAD-systeem de gekozen cij-fergrootte van de staafnummers (2,5mm) onvoldoende is. Voor de vlechterop het werk is het staafnummer het be-langrijkste gegeven op de tekening, zo-dat dit nummer ook duidelijk te lezenmoet zijn. Aanbevolen wordt derhalveeen teksthoogte van 3,5 mm, geplot meteen pendikte van 0,35 mmo Tevens moetworden voorkomen dat het staafnum~mer door een ander tekstgegeven op detekening wordt getekend. Dit vereistenige discipline van de CAD-tekenaar.Het gebruik van rasters voor de beton-vorm wordt als zeer verhelderend erva-26 Cement 1993 nr. 10ren. Het verhoogt de herketl!l?ng vanstaven en bekistingsranden.Voorkomen moet worden dan zo'n te-kemng veelvuldig door-gekopieerdwordt, waardoorjuist de grijstinten zeeronduidelijk worden.NauwkeurigheidDe wapeningscentrale moet er zekervan zijn dat de staafdelen op de juistewijze word.en berekend. Het wape-mngsprogramma zal in staat moetenzijn de lengte van de staafdelen exact tebepalen, rekening houdend met dek-kingen ligging en de gangbare matenvan de afstandhouders. In de proefzijner kleine verschillen geconstateerd in deberekening van de lengte van de diversestaafdelen.Hoewel deze verschillen nergens heb~ben geleid tot het nietpassenvan de wa-pening, is het zinvol een overzicht te ge~ven van de belangrijkste foutenbronnenbij het werken met wapeningspro~gramma's:- onjuist ingestelde betondekkingen.Onjuiste instelling van dekkingenleidt tot een foutieve berekening vande staafdelen;- wijzigen van de kenmiddellijn.Daar op tekemng de hartlijnen wor-den aangeven, maar op de buigstaatdebuitenmaten, wordt bij de berekemngvan de staafdelen, rondom de halvekenmiddellijn opgeteld. Wijziginghiervan kan derhalve een foutieve be~rekeningvande buitenmaattotgevolghebben. Daar deze verschillen margi-naal zijn zal dit bijna nooit tot metpassen van de wapemng leiden, maardit punt verdient zeker.de aandacht;- afronden naar standaard-knipleng-ten.De meeste wapeningsprogramma'shebben de mogelijkheid de staaf~lengten zo te optimaliseren, dat hetknipverlies mimmaal is. Hetwordt alsniet zinvol ervaren dit te doen bij eenkenmiddellijn die kleiner is dan 16mm, daar deze staven bijna altijd vande rol komen.Bovengenoemde, hoofdzakelijk kleineverschillenkunnenworden opgevangendoor de lengte van de staven met op1 mm nauwkeurig te berekenen, maareen bepaalde afronding in acht tenemen. Aanbevolen wordt derhalve deberekende staafdelen naar beneden.afteronden op 5 mm, waardoor de meesteonnauwkeurigheden worden opge-vangen.Specifieke problemenWijzigingenIn de meeste gevallen zal een wijziging,hoe klein ook, invloed hebben op deCement 1993 nr. 10buigstaat, welke dan geheel ofgedeelte-lijk opnieuw zal moeten worden gege-nereerd. Het verdient dan ook aanbe-veling dat elke wijziging consequentdoorhetingemeursbureau wordt uitge-voerd. Dit betekent dat alle wijzigingendie niet gemakkelijk op de bouwplaatszijn op te lossen, zoals het wijzigen vanstortnaden, constructieve aanpassingen,wijzigen van sparingen enz., door hetingenieursbureau moeten wordenverwerkt.Gewijzigde WUF-bestanden dienenduidelijk te worden aangegeven. Vooralmoet aandacht worden besteed aan destaafnummering. Staven die niet zijngewijzigd, moeten weer hetzelfdenummer krijgen. Staafnummer die zijnverwijderd, moeten worden overge-slagen. Nieuwe staven moeten eenmeuw, nog niet eerder gebruiktvolgnummer krijgen.Aangezien AutoSTRUCT over dezemogelijkheden beschikt, heeft dit in deproef met tot problemen geleid.Kleine wijzigingen die zich tijdens deuitvoering voordoen, kunnen directdoor de vlechter worden doorgevoerd.Deze wijzigingen moeten dan wel opeen aparte tekemng worden bijgehou~den, zodat deze later in een apartWUF-bestand kunnen worden opgenomen,hetgeen noodzakelijk is in verband metde verrekemng van de wapemng. Over-wogen kan worden het WUF-bestandvan de vlechter te voorzienvan een goedherkenbaar nummer. Een goedemethode zou kunnen zijn de numme-ring van de vlechter rnet het cijfer 9 telaten beginnen (STABU-systematiek).Uit het voorgaande blijkt dat duidelijkdient te worden vastgelegd waar deverantwoording voor wijzigingen ligt,om te voorkomen dat deze dubbel ofhelemaal niet worden verwerkt.HulpwapeningEen specifiek probleem vormt de hulp-wapening. Over het algemeen wordt dehulpwapemng niet door het ingeni-eursbureau op de tekening gezet enderhalve ook niet in de buigstaat opge-nomen.Inde buigstaatvan dewapeningscentra-le wordt de hulpwapening apart ver-meld, omdat voor de hulpwapening eenaparte regeling voor de verrekeninggeldt. In het algemeen wordt de hulp-wapening verrekend op basis van eentoeslagpercentage op de door het inge-nieursbureau opgegeven wapening. Eendiscussiepunt is de scheidslijn tussenconstructieve wapening en hulpwape-mng. Zo worden in het algemeen con-structievesupportliggers bij zwarevloe-ren niet tot de hulpwapening gerekend.Een oplossing voor deze problematiekzou kunnen zijn dat het ingenieursbu-reau de hulpwapening op tekening gaataan,geven, waardoor deze wel in debuigstaat wordt vermeld, waarbij kanworden gedacht aan het apart coderenervan.Een nadeel van deze methode is, dat hetingenieursbureau op dit moment depraktische kenms enervaring mistom tekunnen bepalen waar welke hulpwape-ning moet komen te liggen. Het alleenaangevenvan de hulpwapemng die doorde voorschriften wordt aangegeven,wordt door de vlechter als onvoldoendeervaren. Bij deze methode vindt eenverschuiving van werk en kosten plaats,waarover ook afspraken rnoetenworden gemaakt.Een andere oplossing die op dit momentwordtgehanteerd, is dat de hulpwape-mng in een aparte buigstaat door dewapemngscentrale wordt aangegeven.Voorwaardeis dan datde hulpwapemngdoor een duidelijk onderscheid in code-ring, in de buigstaat herkenbaar blijft.NettenIn het WUF zijn (nog) geen voorzie-ningen getroffen voor wapenings-netten. Worden de netten in de wape-ningscentrale vervaardigd, dan is eenmogelijke oplossing deze tebeschouwen als een op zichzelf staandconstructieonderdeel dat veelvuldigvoorkomt. Er wordt dan een buigstaatop staafniveau van de netten gemaakt.Worden er standaardnetten gebruikt,dan is dit overbodig. Een bestelstaat vande netten is dan voldoende.Voorzieningen rnoeten zowel in hetWUF als in wapeningsprogramma'sworden opgenomen.In te storten voorzieningenEvenmin worden er in het WUF moge-lijkheden geboden om de in te stortenvoorziemngen, zoals stekkenbakken enankers, op te nemen. Hetzelfde geldtvoor de diverse koppelingen.In een andere experimentele toepassingvan het WUF, namelijk voor uitwisse-ling tussen twee buigvlechtcentrales(van Noordenne en Hoogovens Wape-mngsstaal) is ditprobleemopgelostdoorvoor deze voorzieningen aparte staaf-codes in te voeren. Deze oplossing dientnog verder te worden onderzocht enuitgewerkt.(vervolg op blz. 30)27I~UT~..~IL~I_T_EI_T_SB_O_UW~~~ I_MA:_:r_E_RIALE_.~~N .LIS_C_H~AD~~E ~koopbeleid van het betonmortelbedrijE.Wil men ook betonmortel voor mono-lietvloerenkunnenleveren, danzal menmoeten kunnen beschikken overschoon toeslagmateriaal zonder oer-hout. Dit kan zijn: onthout zand engrind, maar ook gebroken kalksteen,granieten dergelijk. Ditvraagteen meermarktgerichte benadering van het be-tonmortelbedrijf, niet alleen bij de in-koop, maar ook bij het aannemen vanbestellingen.Een derde oplossingis het terugbrengenvan de consistentie van de betonspecievoor monolietvloeren. Door toevoegingvan superplastificeerder wordt thansmeestal in consistentiegebied 4 gewerkt.Dit vloeibeton vraagt weinig arbeid omte verwerken en is dus economisch. Bo-vendienwordt daarmee voldaan aan hetstrevende arbeidsomstandigheden voorde vloerafwerkers te verbeteren. Dekans op schadeis echter ten opzichtevanconsistentiegebied 2 ruim verdubbeld.Indien als uitgangsconsistentie consis-tentiegebied 2 zou worden gekozen endoor middel van een plastificeerder deconsistentie zou worden verhoogd naarconsistentiegebied 3,zouden beidedoe-len: een betere vloeren verbetering vanarbeidsomstandigheden kunnen wor-den bereikt.Ook betontechnologisch zijn er onge-twijfeld nog mogelijkheden om meng"':sels te ontwerpen die een goede stabili-(vervolg van blz. 27)Indien voor deze oplossing wordt geko-zen, dan dienen de wapeningspro-gramma's deze staafcodes te ondersteu-nen.Organisatorische aspectenHet zal de lezer van dit artikel niet zijnontgaandat de aanpakviahetWUF veelorganisatorische aspecten met zichmeebrengt. Er zal een duidelijke ver-schuiving van werkzaamheden, kennis,verantwoordelijkheden en kosten gaanplaatshebben. Deze problematiek en demogelijke oplossingen hiervoor, kun-nen in een later te plaatsen artikel wor-den behandeld.Conclusies en aanbevelingenHet resultaat van deze eerste praktijk~proefheeft veel nuttige informatie op-geleverd. Uiteraard kan na het testenvan ??n tekening niet worden gezegddat alle aspecten zijn uitgetest. De vol-gende stap die moet worden gezet is hetuittesten van het WUF op grotereschaal. Op dit moment is dit opgestart30teit en een goede verwerkbaarheid inzich verenigen.ConclusieVoor het oplossen van het oerhoutpro-bleem zijn er oplossingen beschikbaardie zowel op korte termijn als meerstructureel op langere termijn het voor-komen van schade kunnen beperken enzelfs voorkomen. Een meer marktge-richt denken van de producenten vantoeslagmateriaal en betonmortel isdaarvoor nodig.Maar ook op normalisatiegebied is erdringend verbetering nodig.Bij de thansin voorbereiding zijnde herziening vanNEN 5905 door CUR-Voorschriften-comrnisie 13 zal een methode moetenworden ingevoerd die voorlopig eenbe-tere keuring van zand en grind op oer-hout mogelijk maakt, totdat adequatebeproevingsmethodenbeschikbaarzijn.Wantwil een producent kunnen beoor-delen ofhet toeslagmateriaal inderdaadhoutvrij ofhoutarm(?) is, dan moet ookhij goede beproevingsmethoden be~schikbaar hebben ten behoeve van deproduktiecontrole. Het ontwikkelenvan diebeproevingsmethode(n) heeftdehoogste prioriteit.Verzekeraars zullen ongetwijfeld bereidzijn omweer hetvolledige risico van eenverborgen gebrek in betonvloeren tedekken, indien dat risico aanvaardbaarbij de bouw van het Stadhuis in DenHaag, waarvan de tekeningen zijn ge-maakt door Grabowsky & Poort metAutoSTRUCT. De wapening wordt ge-maakt door Hoogovens Wape~ningsstaal. Bij deze proefzullen behalvevloerwapening, ookzoveel mogelijkan-dere constructie-onderdelen wordenuitgetest. Tevens zal de opgedane kennisbij de in dit artikel beschreven proef, zo-veel mogelijk worden verwerkt.Behalve enkele zaken die niet door hetWUF worden ondersteund, blijkt hetdat de meeste moeilijkhedeninprincipeniets met het WUF van doen hebben,maar zich ook zouden voordoen indienhet ingenieursbureau devolledige buig-staten zou gaan leveren. Voor de werk~groep is het ondoenlijk voor alle, vooralorganisatorische problemeneen pask1a~re oplossing aan te bieden. Het zal meerin de lijn van de werkgroep liggen metaanbevelingen te komen, die mogelijkin de toekomst tot oplossingen kunnenleiden.Men dient zich er derhalve goed van be-wust te zijn, dat een jarenlange opge-wordt geacht. Door een gezamell1ijkeinspanning, waarop de VOBN recent inhet overleg heeft aangedrongen, moetdie situatieinhetbelangvanalle betrok-ken partijen snel kunnen worden be-r?ikt.bouwde traditie niet in korte tijd doorinvoering van de informatietechnologiekanwordenvervangen. Maar indien de-ze technologie bedachtzaam en goeduitgedacht wordt ingevoerd, is een eer-ste stap gezet in de richting van een opgrote schaal uitwisselen van digitale be~standen tussen de diverse participantenin het bouwproces, waardoor er uitein~delijk van een optimale communicatiesprake kan zijn, met alle voordelen vandien.De technologie hiervoor is aanwezig.* Het WUF is ontwikkeld binnen de Werk-groep Praktijk van de SITRUB (SectoroverlegInformatietechnologie Ruwbouw Beton). SI-TRUB is een samenwerkingsverband van:- ABT Adviesbureau voor Bouwtechniek BV;- Ballast Nedam Engineering BV;- BV Handelmij B.M. van Noordenne;- Hollandsche Beton- en Waterbouw BV;- Hoogovens Wapeningsstaal BV;- Ingenieursbureau Grabowsky & Poort BV.Cement 1993 nr. 10




Reacties