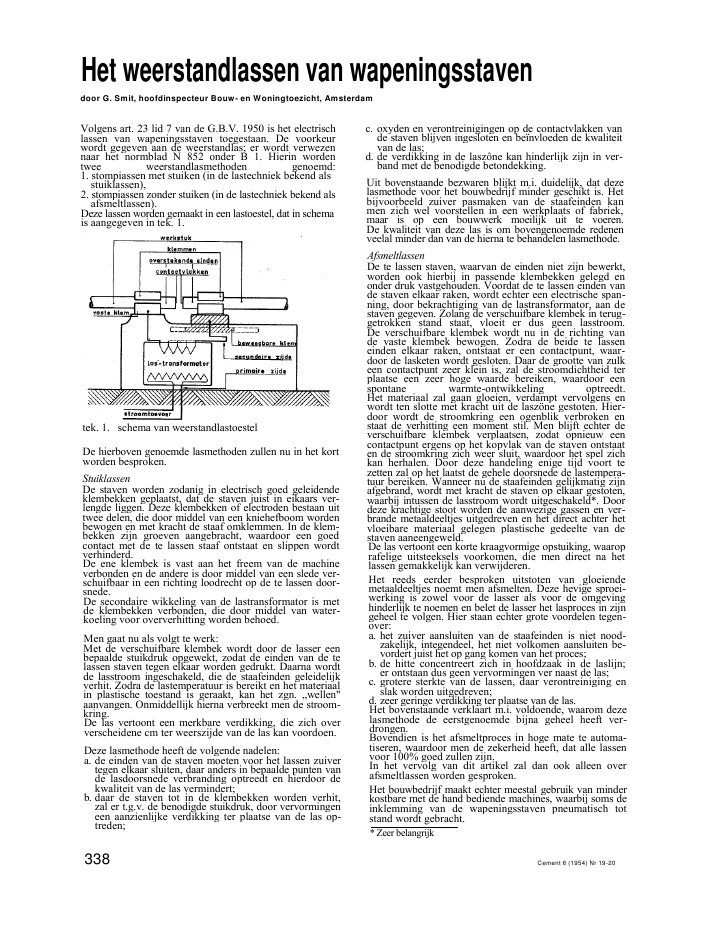
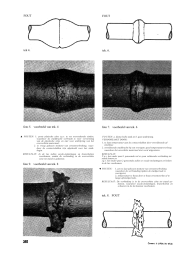
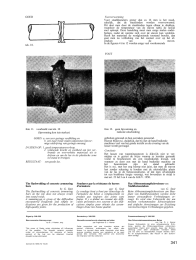
Het weerstandlassen van wapeningsstavendoor G. Smit, hoofdinspecteur Bouw- en Woningtoezicht, AmsterdamVolgens art. 23 lid 7 van de G.B.V. 1950 is het electrischlassen van wapeningsstaven toegestaan. De voorkeurwordt gegeven aan de weerstandlas; er wordt verwezennaar het normblad N 852 onder B 1. Hierin wordentwee weerstandlasmethoden genoemd:1. stompiassen met stuiken (in de lastechniek bekend alsstuiklassen),2. stompiassen zonder stuiken (in de lastechniek bekend alsafsmeltlassen).Deze lassen worden gemaakt in een lastoestel, dat in schemais aangegeven in tek. 1.tek. 1. schema van weerstandlastoestelDe hierboven genoemde lasmethoden zullen nu in het kortworden besproken.StuiklassenDe staven worden zodanig in electrisch goed geleidendeklembekken geplaatst, dat de staven juist in eikaars ver-lengde liggen. Deze klembekken of electroden bestaan uittwee delen, die door middel van een kniehefboom wordenbewogen en met kracht de staaf omklemmen. In de klem-bekken zijn groeven aangebracht, waardoor een goedcontact met de te lassen staaf ontstaat en slippen wordtverhinderd.De ene klembek is vast aan het freem van de machineverbonden en de andere is door middel van een slede ver-schuifbaar in een richting loodrecht op de te lassen door-snede.De secondaire wikkeling van de lastransformator is metde klembekken verbonden, die door middel van water-koeling voor oververhitting worden behoed.Men gaat nu als volgt te werk:Met de verschuifbare klembek wordt door de lasser eenbepaalde stuikdruk opgewekt, zodat de einden van de telassen staven tegen elkaar worden gedrukt. Daarna wordtde lasstroom ingeschakeld, die de staafeinden geleidelijkverhit. Zodra de lastemperatuur is bereikt en het materiaalin plastische toestand is geraakt, kan het zgn. ,,wellen"aanvangen. Onmiddellijk hierna verbreekt men de stroom-kring.De las vertoont een merkbare verdikking, die zich oververscheidene cm ter weerszijde van de las kan voordoen.Deze lasmethode heeft de volgende nadelen:a. de einden van de staven moeten voor het lassen zuivertegen elkaar sluiten, daar anders in bepaalde punten vande lasdoorsnede verbranding optreedt en hierdoor dekwaliteit van de las vermindert;b. daar de staven tot in de klembekken worden verhit,zal er t.g.v. de benodigde stuikdruk, door vervormingeneen aanzienlijke verdikking ter plaatse van de las op-treden;c. oxyden en verontreinigingen op de contactvlakken vande staven blijven ingesloten en be?nvloeden de kwaliteitvan de las;d. de verdikking in de lasz?ne kan hinderlijk zijn in ver-band met de benodigde betondekking.Uit bovenstaande bezwaren blijkt m.i. duidelijk, dat dezelasmethode voor het bouwbedrijf minder geschikt is. Hetbijvoorbeeld zuiver pasmaken van de staafeinden kanmen zich wel voorstellen in een werkplaats of fabriek,maar is op een bouwwerk moeilijk uit te voeren.De kwaliteit van deze las is om bovengenoemde redenenveelal minder dan van de hierna te behandelen lasmethode.AfsmeltlassenDe te lassen staven, waarvan de einden niet zijn bewerkt,worden ook hierbij in passende klembekken gelegd enonder druk vastgehouden. Voordat de te lassen einden vande staven elkaar raken, wordt echter een electrische span-ning, door bekrachtiging van de lastransformator, aan destaven gegeven. Zolang de verschuifbare klembek in terug-getrokken stand staat, vloeit er dus geen lasstroom.De verschuifbare klembek wordt nu in de richting vande vaste klembek bewogen. Zodra de beide te lasseneinden elkaar raken, ontstaat er een contactpunt, waar-door de lasketen wordt gesloten. Daar de grootte van zulkeen contactpunt zeer klein is, zal de stroomdichtheid terplaatse een zeer hoge waarde bereiken, waardoor eenspontane warmte-ontwikkeling optreedt.Het materiaal zal gaan gloeien, verdampt vervolgens enwordt ten slotte met kracht uit de lasz?ne gestoten. Hier-door wordt de stroomkring een ogenblik verbroken enstaat de verhitting een moment stil. Men blijft echter deverschuifbare klembek verplaatsen, zodat opnieuw eencontactpunt ergens op het kopvlak van de staven ontstaaten de stroomkring zich weer sluit, waardoor het spel zichkan herhalen. Door deze handeling enige tijd voort tezetten zal op het laatst de gehele doorsnede de lastempera-tuur bereiken. Wanneer nu de staafeinden gelijkmatig zijnafgebrand, wordt met kracht de staven op elkaar gestoten,waarbij intussen de lasstroom wordt uitgeschakeld*. Doordeze krachtige stoot worden de aanwezige gassen en ver-brande metaaldeeltjes uitgedreven en het direct achter hetvloeibare materiaal gelegen plastische gedeelte van destaven aaneengeweld.De las vertoont een korte kraagvormige opstuiking, waaroprafelige uitsteeksels voorkomen, die men direct na hetlassen gemakkelijk kan verwijderen.Het reeds eerder besproken uitstoten van gloeiendemetaaldeeltjes noemt men afsmelten. Deze hevige sproei-werking is zowel voor de lasser als voor de omgevinghinderlijk te noemen en belet de lasser het lasproces in zijngeheel te volgen. Hier staan echter grote voordelen tegen-over:a. het zuiver aansluiten van de staafeinden is niet nood-zakelijk, integendeel, het niet volkomen aansluiten be-vordert juist het op gang komen van het proces;b. de hitte concentreert zich in hoofdzaak in de laslijn;er ontstaan dus geen vervormingen ver naast de las;c. grotere sterkte van de lassen, daar verontreiniging enslak worden uitgedreven;d. zeer geringe verdikking ter plaatse van de las.Het bovenstaande verklaart m.i. voldoende, waarom dezelasmethode de eerstgenoemde bijna geheel heeft ver-drongen.Bovendien is het afsmeltproces in hoge mate te automa-tiseren, waardoor men de zekerheid heeft, dat alle lassenvoor 100% goed zullen zijn.In het vervolg van dit artikel zal dan ook alleen overafsmeltlassen worden gesproken.Het bouwbedrijf maakt echter meestal gebruik van minderkostbare met de hand bediende machines, waarbij soms deinklemming van de wapeningsstaven pneumatisch totstand wordt gebracht.* Zeer belangrijk338 Cement 6 (1954) Nr 19-20Doch bij handbediende lasmachines is het makenvan een goede las volkomen afhankelijk van dehandelingen van de lasser en kan men er niet vanop aan, dat alle lassen voor 100% goed zullenzijn.Hiermee wil niets ten nadele van deze lasmethode of vande machine worden gezegd, maar bij een handbediendelasmachine is de mens nu eenmaal de zwakke schakel indit zo uiterst gevoelige lasproces.Men kan zich voorstellen, dat in een fabriek, waar ge-durende lange tijd op een met de hand bediende weerstand-lasmachine een bepaalde doorsnede moet worden gelast enwaar een behoorlijk contr?le-apparatuur en deskundigehulp direct bij de hand zijn, lassen kunnen worden gemaakt,die nabij 100% zekerheid liggen.Op een bouwwerk gaat het echter anders toe; daar is delasser meestal een leek op lasgebied; contr?le-apparatuuren deskundige hulp is niet direct ter plaatse; het lassen vanverschillende staafdiameters en het soms gedurende langetijd niet gebruiken van de lasmachine, waarbij de lasserintussen andere werkzaamheden verricht, werkt het makenvan fouten in de hand.Ook de plaats van de machine op het bouwterrein is nietaltijd gelukkig gekozen en laat, evenals de behandeling enhet onderhoud van de apparatuur, veel te wensen over.Men moet de lasmachine met veel meer egards behandelendan een betonmolen of een bouwlier.Veel moeilijkheden zijn te voorkomen door op de volgendepunten acht te slaan:1. Volg nauwkeurig de aanwijzingen, die door de leveranciervan de machine zijn verstrekt;2. Stel als lasser aan iemand met enig begrip van lassen enin ieder geval een persoon met voldoende verantwoorde-lijkheidsbesef;3. geef hem voldoende tijd om te oefenen en controleerde sterkte van de lassen door middel van trekproeven*;4. plaats de lasmachine zo dicht mogelijk bij de aansluitingop het net;5. indien dat niet mogelijk is, dan de beide aansluitkabelstezamen in een stalen buis leggen.Het onder 4. en 5. genoemde is noodzakelijk om spanningsverliezente voorkomen, want een hoge stroomsterkte is van primair belang.6. wanneer gedurende lange tijd niet is gelast, controleerdan opnieuw de sterkte van de lassen, voordat tot het inserie lassen wordt overgegaan.Verder is nog van belang, dat de machine deugdelijk wordtgeaard en onder een waterdichte kap wordt opgesteld,zodat geen water de lastransformator kan bereiken.Men doet met het oog hierop het beste het lastoestel in eenloodsje te plaatsen. Zorg voor goede smering van debeweegbare onderdelen, maar behoed de lastransformatorvoor een oliebad.Voor het uitoefenen van de benodigde snelle en krachtigestuikdruk is het nodig, dat de lasser staande op een houtenplankier, eventueel voorzien van dwarslatten, zijn werk-zaamheden kan verrichten.Het koelwater, dat zowel voor koeling van de lastransfor-mator als voor het op de juiste temperatuur houden van dekoperen klembekken zorgdraagt, dient men voor deaanvang na te gaan en tijdens het lassen op temperatuurte controleren.De meest voorkomende fouten in de lashandeling zullennu worden besproken en door middel van schetsen en foto'sworden verduidelijkt.VoorbewerkingWanneer ongeknipte staafeinden worden gelast, moetendeze kopvlakken roestvrij worden gemaakt. Gekniptestaven kunnen zonder meer, wat de eindvlakken betreft, inde machine worden gelegd. Het roestvrij maken doet menhet best door middel van een electrisch gedreven amaril-steen, daar anders het lassen zeer moeilijk op gang zalgeraken.Ook de gedeelten van de staven, die met de koperen klem-bekken in contact komen, moeten terdege roestvrij zijn envan de walshuid worden ontdaan. Doet men (zie foto 2) datniet goed, dan loopt men de kans, dat in de staven eeninbranding ontstaat en dat de koperen klembekken door* De lasser kan zichzelf controleren met beoordelen van het las-uiterliik.inbranding zeer spoedig hun juiste vorm zullen verliezenen door nieuwe moeten worden vervangen.Deze koperen klembekken of electroden zijn zeer kostbaar.Met het oog hierop moeten ook de klembekken na iederelashandeling met de staalborstel van achtergebleven staal-deeltjes worden gereinigd.InklemmenDe staven moeten even ver buiten de klembekken uit-steken i.v.m. het verkrijgen van een goed warmte-evenwicht.De afstand tussen de klembekken in de beginstand is onge-veer 2 ? 3 maal de diameter van de staaf (zie tek. 4 en foto 5blz. 340).De staven moeten zuiver in eikaars verlengde liggen, daaranders geen goede verbinding tot stand komt (zie foto 3).Het is noodzakelijk dat de inklemming zeer krachtig ge-schiedt. Verschuiven van de staven in de klembekkentijdens het lasproces veroorzaakt een minderwaardige las.De ideale inklemming is die, welke pneumatisch tot standkomt.AfsmeltenHierbij is het nodig, de snelheid van de beweegbare klemzodanig te regelen, dat een regelmatig afsmelten plaats-vindt.Is de snelheid te gering, dan wordt het zojuist aangevangenafsmelten onderbroken. Is de snelheid te groot, dan vriezende staven aan elkaar en houdt het afsmelten eveneens op.Wanneer voldoende materiaal is afgesmolten, stopt de lassermet kracht de staafeinden op elkaar (zie tek. 6 en foto 7).Tijdens het stuiken blijft de lasstroom voor een gedeeltevan de stuiktijd ingeschakeld; enige tijd voor het einde vande stuikperiode moet hij uitvallen om verbranden van delas te voorkomen (zie tek. 8 en foto 9).Men doet verstandig, als men de stuikdruk nog enige tijdgedurende het afkoelen handhaaft, dus niet direct de ge-laste staven uit de machine neemt; het komt de kwaliteitvan de las ten goede.foto 3. verkeerde inklemmingCement 6 (1954) Nr 19-20 339foto 2. duidelijk beeld van kleminbrandFOUT FOUTtek 4. tek. 6.foto 5. voorbeeld van tek. 4 foto 7. voorbeeld van tek. 6 FOUTEN: 1. grote platische z?ne t.g.v. te ver overstekende einden,waardoor de stuikkracht verbruikt is voor vervormingvan de plastische z?ne en niet voor uitdrijving van hetoververhitte materiaal;2. te vroeg gekozen moment van stroomverbreking, waar-door de contactvlakken zijn afgekoeld voor het stuik-begin.RESULTAAT: In de las zullen oxyde-insluitingen en kraterholtenvoorkomen, omdat de verbinding in de oververhittezone tot stand is gekomen.foto 9. voorbeeld van tek. 8FO UTEN: a. kleine bolle stuik en b. geen uitdrijving.VEROORZAAKT DOOR:1. te lage temperatuur aan de contactvlakken door onvoldoende af-smelting;2. onvoldoende stuikkracht bij een overigens goed temperatuursverloop,waardoor het onverhitte materiaal niet werd uitgestoten.RESULTAAT:T.g.v. het onder punt 1 genoemde zal er geen voldoende verbinding totstand komrn ent.g.v. het onder punt 2 genoemde zullen er oxyde-insluitingen en holtenin de las voorkomen. FOUTEN: 1. een te laat gekozen moment van stroomverbreking,waardoor de verbranding tijdens de stuikperiode isvoortgezet,2. temperatuur te hoog door te hoge stroomsterkte of telange afsmeltperiode.RESULTAAT: De verbinding is in de oververhitte z?ne tot stand ge-komen, waardoor oxyde-insluitingen, kraterholten enscheuren in de las kunnen voorkomen.tek. 8. FOUTGOEDtek. 10.VoorverwarmingVoor staafdiameters groter dan ca 16 mm is het nood-zakelijk, dat de staafeinden worden voorverwarmd.Dit doet men door de staafeinden tegen elkaar te drukken,waardoor de temperatuur van de staven nabij de laslijnsnel oploopt. Deze handeling moet men enige malen onder-breken, zodat de warmte zich over de staven kan verdelen.Heeft het materiaal de roodgloeiende toestand bereikt, dangaat men na verbreking van het contact over op het af-smeken van de staven.In de figuren 4 t/m 12 worden enige veel voorkomendeFOUTfoto 11. voorbeeld van tek. 10(lipvorming kon iets sterker)foto 12. geen lipvorming enradicale uitscheidingGOED: a. een zeer geringe verdikking enb. een naar beide zijden uitgestoten lijnvor-mige uitdrijving van geringe omvang.D UIDEN OP: 1. goed temperatuursverloop,2. voldoende kracht en snelheid om het ver-brande en oververhitte materiaal uit tedrijven en om de las in de plastische zonetot stand te brengen.RESULTAAT: een goede las.gebreken getoond en hun oorzaken genoemd.Hieruit blijkt m.i. duidelijk, dat bij met de hand bediendemachines veel van het goede inzicht en de ervaring van delasser wordt gevraagd.ConclusieHet lassen van wapeningsstaven is dikwijls niet te ver-mijden en is gezien de wijze waarop ze worden gemaaktveelal te beschouwen als een noodzakelijk kwaad, ookwanneer ze door een met de hand bediende machine ophet bouwterrein zijn tot stand gebracht.Het is m.i. met het oog hierop niet juist, dat men de stavenlast zonder rekening te houden met de uiteindelijke plaatsvan de las in de betonconstructie, of dat men afvaleindentot een bruikbare lengte verenigt, wat bovendien in strijd ismet art. 23 lid 3 en 4 van de G.B.V. 1950.The flashwelding of concrete armouringbarsby G. SmitThe flashwelding of concrete armouringbars on the site does not always resultinto sound weids.A summing-up is given of the difficultiesencountered frequently and simple in-dications are given for the production ofhigh-quality joints.Soudurer par la r?sistance de barresd'armaturepar G. SmitLe soudage bout a bout par ?tincelage del'armature du b?ton a remplacement neproduit pas toujours des joints sansfautes. Il y a dohn? un resum? des diffi-cult?s pr?sent?es tres sourent et des indi-cations simples pour obtenir des assem-blages d'une ties bonne qualit?.Das Abbrennstumpfschweissen vonStahlbetonstabenvon G. SmitBeim Abbrennstumpfschweissen am Bau-platz von Stahlbetonstaben werden nichtimmer einwandfreie Verbindungen er-zeugt. Es wird eine Uebersicht der ammeisten vorkommenden Schwierigkeitenund einfache Anweisungen zur Erzielungvon hochwertigen Verbindungen gegeben.Digest p. 348-350New concrete chimney-coverby G. J. Hamer, eng.This cover of Swiss origin etiminates al] influencesof the weather. The draught remains constantunder all circumstances, An economy of twentypercent of the fuel can be obtained. Inverteddraught is also eliminated.Sommaire p. 348-350Nouvelle couverture de chemin?e en b?tonpar l'ing?nieur G. J. HamerCette couverture est une invention suisse, quipermet d'?liminer enti?rement les effets destemps. Le courant dans cette chemin?e n'est dansaucune condition soumis aux variations et ne peutjamais ?tre renvers?. Eile permet une ?conomiede vingt pour cent du carburant.Zusammenfassung S. 348-350Neu Schornsteinausendung aus Betonvon Ing. G. J. HamerDieses Schlusst?ck ist eine schweizerische Erfin-dung, welche die Witterungseinfl?sse vollkommenausschaltet. Damit wird erreicht, dass der Schorn-steinzug unter allen Umst?nden konstant bleibtund bis 20% an Brandstoffen erspart werden kann.Es ist ausgeschlossen, das Rauch in den Schorn-stein schl?gt.Cement 6 (1954) Nr 19-20 341

Reacties