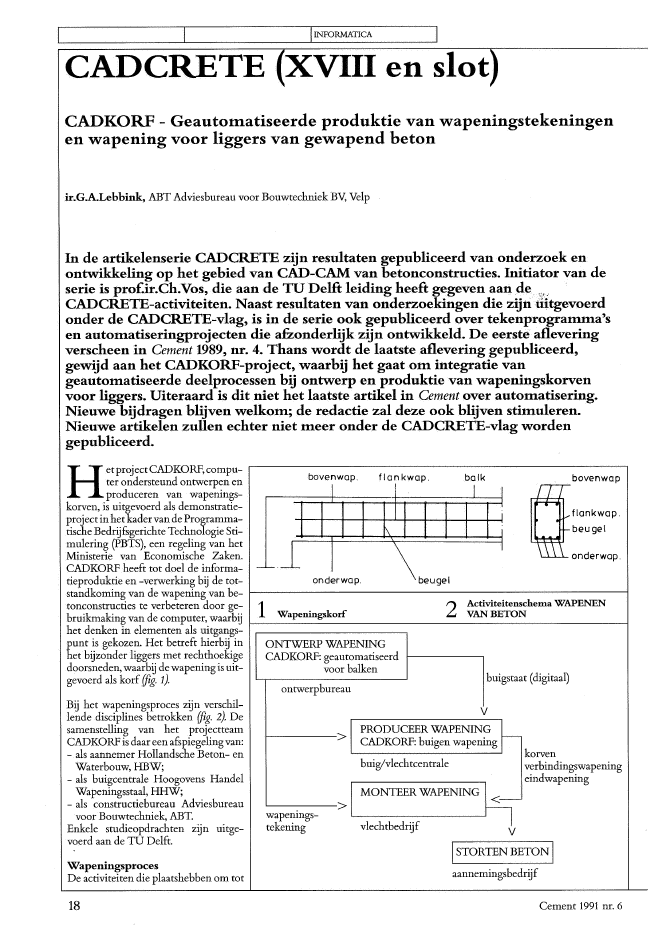
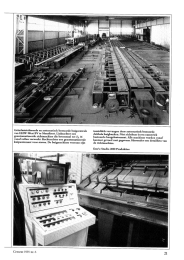
CADCRETE~XVIII en slot), ICADKORF - Geautotnatiseerde produktie van wapeningstekeningenen wapening voor liggers van gewapend betonir.G.A.Lebbink, ABT Adviesbureau voor Bouwtechn?ek BV, VelpIn de artikelenserie CADCRETE zijn resultaten gepubliceerd van onderzoek enontwikkeling op het gebied van CAD-CAM van betonconstructies. Initiator van deserie is prof.ir.Ch.Vos, die aan de TU Delft leiding heeft gegeven aan de.,,,.CADCRETE-activiteiten. Naast resultaten van onderzoekingen die zijnditgevoerdonder de CADCRETE-vlag, is in de serie ook gepubliceerd over tekenprogramma'sen automatiseringprojecten die afzonderlijk zijn ontwikkeld. De eerste afleveringverscheen in Cement 1989, nr. 4. Thans wordt de laatste aflevering gepubliceerd,gewijd aan het CADKORF-project,waarbij het gaat om integratie vangeautomatiseerde deelprocessen bij ontwerp en produktie van wapeningskorvenvoor liggers. Uiteraard is dit niet het laatste artikel in Cement over automatisering.Nieuwe bijdragen blijven welkom; de redactie zal deze ook blijven stimuleren.Nieuwe artikelen zullen echter niet meer onder de CADCRETE-vlag wordengepubliceerd.bovenwop.n--;-H--Ivflonkwap.? f-beugel............~onderwop.iIibuigstaat (d?gitaal)balkI 1\ ""ugelI1\flonkwap.IPRODUCEER WAPENINGCAJ)KORF: bu?gen wapen?ng ~korvenbu?g/vlechtcentrale verb?ndingswapeninge?ndwapeningMONTEER WAPENING ~vleehtbedrijf . < ~1 STORTEN BETON Iaannemingsbedrijfvonderwop.bovenwap.IontwerpbureauONTWERP WAPENINGCAJ)KORF: geautomatiseerdvoor balken'------->1waperungs~teken?ng1------>-'-"- .VVapeningsprocesDe activiteiten d?e plaatshebben om totHetPr~ectCAJ)KORF'COmpu~? ter ondersteund ontwerpen enproduceren van wapenings~korven, ?s u?tgevoerd als demonstratie-project?n het kadervan de Programma-tische Bedrijfsger?chte Technolog?e Sti-mulering (PBTS), een regeling van hetMinisterie van Economische Zaken.CAJ)KORF heeft tot doel de ?nforma-tieproduktie en ~verwerking bij de tot~standkoming van de wapening van be- I--~~~-----------------~--------ltonconstructies te verbeteren door ge- 1 2 Activ?teitenschema WAPENENbruikmaking van de computer, waarbij 1--__w:_a_p_e_n_in_g_sk_o_rf V._;.\N__B-E~T-O~N-.~~-------lhet denken in elementen als uitgangs-punt ?s gekozen. Het betreft hierbij inhet bijzonder liggers met rechthoekigedoorsneden, waarbij dewapening ?s uit~gevoerd als korf (fig. 1).Bij het wapeningsproces zijn verschil-lende d?scipl?nes betrokken (fig. 2). Desamenstell?ng van het projectteamCAJ)KORF is daar een afsp?egel?ngvan:~ als aannemer Hollandsche Beton- enWaterbouw, HBW;- als bu?gcentrale Hoogovens HandelWapeningsstaal, HHW;- als constructiebureau Adviesbureauvoor Bouwtechniek, ABT.Enkele stud?eopdrachten zijn u?tge-voerd aan de TU Delft.18 Cement 1991 nr. 6I : I1 I iiH'--=*-+-~I-1lhlo-+----!I---1I-+---+--':::F-t--=F--+--H,iY,--;:,~==:!=====;::=:?:::===:::'::======:!==:?::::::::~+-~'==::!::===t-l- __l l 1.l- Ikolom balk3Korf-, verbindings- eneindwapeningHierbij vinden slechts incidenteelhandmatig activiteiten plaats. Eenmaalgegenereerde informatie wordt ge-bruikt als invoer voor een volgende ge-automatiseerde activiteit. Dit leverttijdsbesparing en minder fouten op,waarbij tevens een standaardisatie vanGeautomatiseerde deelprocessenBovenomschreven activiteiten z~nreeds voor een deel als afzonderlijkedeelprocessen geautomatiseerd en eer-der in deze artikelenserie besproken. Deinvoer van gegevens voor deze deelpro-cessen moet echter steeds handmatigworden uitgevoerd. Het project CAD-KORF cre?ert een continu verlopendeinformatiestroom voor de volgendedeelprocessen:- bepalen van de krachtsverdeling, incasu momenten- en dwarskrachten-lijnen;- berekenen van de hoeveelheid wape-ning en beugels;- bepalen van aantal, kenmiddellijn envorm van de staven;- tekenen van de wapening;- maken van de buigstaten;- produceren van de staven en de kor-ven.Bij het nieuwe systeem wordt gebruikgemaakt van een nieuw hardwaresys-teem, bestaande uit een centraal opge-steld mini-systeem en daaraan gekop-verbindingswapening;- eventueel afronden van de staafleng-ten;- maken van de wapeningstekening ende buigstaat.Hetprogrammaleestinvandrie invoer-files:- invoerfile 1 bevat de resultaten vaneen liggerberekening: liggerafmetin-gen en minimum- en maximum~momenten- en dwarskrachtenlijnen;- invoerfile 2 bevat een aantal door deontwerper op te geven ontwerpkeuzesen randvoorwaarden: materiaalkwali-teiten, omgevingsfactoren, dagmaten,gekozen posities van de korven eneventuele basiswapening (standaard-wapening) in de korven;- invoerfile 3 bevat een lijst met toege-stane staafcombinaties ten behoevevan de hoofdwapening. Tevens geeftde lijst aan op welke manier het aantalstaven in een combinatie kan wordenverminderd bij afnemende momen-ten.Het huidige systeem bestaat uiteenaan-tal geautomatiseerde systemen die nietgekoppeld zijn en uit een aantal hand-matige systemen. De centrale admini-stratie, met een beperkre projectadmi-nistratie, gebeurt op een centraal mini~systeem. Voor het invoeren van buigsta-ten, het printen van buigstaten, over-zichten en labels beschikken de diversefabrieken over een aantal losse PC's.Tussen deze PC's,de administratie en deproduktie in de fabriek is geen automa-tische koppeling. In de fabriek wordtvoor een deel met NC-machines ge-werkt, die echter handmatig van gege-vens worden voorzien. De buigstatenworden gemaakt door van de wape-ningstekening de gegevens afte lezen ofop te meten en vervolgens op een PC inte voeren.Onderzoek geautomatiseerd pro-duktieprocesBij de HHW is door middel van een si-mulatiemodel een onderzoek uitge-voerd naar de mogelijkheden om hetproduktieproces te automatiseren.Het programma bepaalt vervolgens dewapening in de vorm van korven, ver-bindingswapening en eindwapening enproduceert een complete wapeningste-kening (fig. 4)eneen buigstaat,opgesteldvolgens een overeengekomen uitwisse-lingsformat.Iverbindings wap"wapeningsdetails en gegevensover-dracht (buigstaat) wordt doorgevoerd.Bij de engineering-afdeling van HEWworden wapeningstekeningen vervaar-digd op het CAD-systeem Cadam. Metde binnen HEG ontwikkelde wape-ningsmodule wordt het tekenprocesaanzienlijk versneld. Daarnaast wordenautomatisch buigstaten, knipstaten enbestelstaten gegenereerd. De wape~ningsmodule werkt op staafniveau.In het kader van CADKORF is een mo-dule toegevoegd waarmee op wape-ningselementniveau wordt gewerkt.Uitgaande van handmatigbepaaldewa-pening worden op balkoverzichtsteke-ningen interactiefkorven, verbindings-wapening en eindwapening getekendop een overeengekomen schematischewijze, zonder dimensionering. In eenbatchverwerking worden vervolgens devolgende stukken gegenereerd:- tekeningen per korf, volledig gedi-mensioneerd, inclusief buigstaat vol-gens NEN 6146;- overzicht korven per constructieon-derdeel;- buigstaat per korf volgens een over-eengekomen uitwisselingsformat;- buigstaat volgensNEN 6146 en knip~staat voor alle korven.Geautomatiseerd outwerpprocesVoor het bepalen van de wapening is bijABT een computerprogramma ont-wikkeld dat voorlopig los staat van eenCAD~systeem.Het programma gaat uitvan wapeningselementen: korven, ver-bindingswapening en eindwapening(fig. 3).Het programma is op de volgende wijzeopgebouwd:- inlezen van de invoergegevens: mo-menten- en dwarskrachtenlijnen,eventuele basiswapening van de kor-ven, toegestane staafcombinaties,geo-metrie;- genereren van toevallige inklem-mingsmomenten en het verschuivenvan de momentenlijnen;- bepalen van de korf-, verbindings- eneindwapening;- eventueel symmetrisch maken van dekorfwapeindwaprealisering van liggers van gewapendbeton te komen bestaan uit:activiteiten in de voorbereidendefase:- dimensioneren van de liggers;- berekenen van de wapening;~ ontwerpen van de wapening;- tekenen van de wapening;- eventueel het maken van de buigsta-ten;activiteiten Van de buigcentrale in de uitvoe-rendefase:-eventueel het maken van de buigsta-ten;- produceren van de staven en de kor-ven;- leveren van de staven en de korven;activiteiten van het aannemingsbedrijfin deuitvoerendefase:- vervaardigen en stellen van de bekis-ting;- samenstellen van de geleverde stavenen korven, stellen in de bekisting;- storten van beton.Cement 1991 nr. 6 19-475-420o404445MOMENTEN DEKKINGSLIJN/(,,,/IINFORMATICA,... - - - - - - - - - -....-'-......\,,,'--_..-.~\\\\ ----~~----~---~r' ,,,\\\Vl.-wO flk (1 0 )1I12b41150(l(lboa,bKORF WAPENINGoobabcoKl~go~g?2'10 fl k (1-)2'20f2'2083'15do b3'15.2'20b2'20.dfedefd.., ,V2'10 fIk (1-]2'15d51120adooodo~oobo2'1601'20bKO:~go~M2110 flk (10)3'15daobaboa ob3'1502'15b2'150V3"iIT0 fik [l0)71120..[I IIIII1I I 1I 11 I I I I I 1 I I I I1 1 I 1I1I1I1 I I 1 I I 1 1111 11 I I I I I1 1 I I1 I1 I I1 1 II~ ~~4.b~l~ 5 b ~J?~;~~nBEUGEL VERDELING20 bgJ. '10"300a maken voorcalculatie op centrale systeemb invoeren projecten op centrale systeemc invoeren buigstaten handmatig ofvia floppy diskd bepalen legplan wapeninge printen buigstaatf optimaliseren produktieg samenstellen produktielijstenh printen labelsverzenden lijst naar Ne-machinesj datacollectie NC-machinesk gereedmelden buigstaten produktieI samenstellen vrachtbrievenm verzenden materiaal- en bewerkingsgegevens naar centraleprojectadministratien invoeren man- en machine-uren op centrale systeemo maken nacalculatie op centrale systeem4Wapeningstekening tnettnotnentenlijn entnotnentendekkingslijnpelde decentrale PC-netwerken. DezePC-netwerken zijn verbonden met di-verse numeriek bestuurde macmnes.Deze NC-macmnes verzorgen hetknippen en buigen van wapeningssta-ven.Het produktieproces is als schemaweergegeven in figuur 5. Het systeem iszo opgezet dat alle gegevens maar een-maal worden ingevoerd. Dit verhoogtde effici?ntie en de kwaliteit van hetproduktieproces. Alle gegevens wordengebruikt voor de financiele projectbe-waking. Diverse selecties van de infor-matie en lijsten zijn merbij mogelijk.Inhet nieuwe systeemis eenaantal deel-processenge?ntegreerd tot??ngeheelenis een aantal uitbreidingen aangebracht:- koppeling buigstaat-PC's onderling;- uitbreiding buigstatensysteem;- koppeling met de produktie;- uitbreiding van het aantal NC-ma-cmnes;- koppeling met de administratie;- uitbreidingvan de projectadministra-tie;- koppeling met externe ontwerpbu-reau's en aannemingsbedrijven.Verscmllendeoorzaken hebben tot dezeontwikkelinggeleid. E?n ervanis datin-genieursbureaus en aannemingsbedrij-ven in toenemende mate gebruik ma~kenvan CAD-systemenvoorhet makenvanwapeningstekeningen.Er is een uit~wisselingsprotocol voor de gegevens-205 Produktieprocesschetnabuigcentraleoverdrachtvanbuigstatenopgesteld,datop de filosofie van het internationaleSTEP-protocol is gebaseerd. Aan dekant van de produktie speelt de komstvan nieuwe NC-macmnes voor de be-werking van betonstaal een belangrijkerol. Hierbij kunnen alle knip-en buig-handelingen geautomatiseerd plaats-hebben. Alleenhetgeautomatiseerdlas-sen van korven is merbij niet haalbaargebleken.Voordelen CADKORF-systeemIn de voorbereidendeftse:- produktieverhoging en kwaliteitsver-betering door geautomatiseerd bere-kenen en tekenen van de wapening.De volledige wapeningstekening van-afde startvande invoervan geometrieen belastingen vergt vaak minder dan10 minuten;- verbetering dienstverlening door bijde wapeningstekening de buigstatenmee te leveren;- kostenverlaging van detailtekeningendoor standaardisatie;- kostenverlaging door optimaliseringvan de wapeningsbepaling;- kwaliteitsverbetering door standaar-disatie van details en door optimalise-Cement 1991 nr. 6Ge?ndustrialiseerde en automatisch bestuurde buigcentralevan HHW-West BV te Montfoort. Linksachter eengeautomatiseerde richtmachine die betonstaal tot 0 k 16vanafrollen verwerkt. Rechtsachter een geautomatiseerdeknipautomaat voor staven. De buigmachines vooraan zijninmiddels vervangen door automatisch bestuurdedubbele buigbanken. Niet zichtbaar is een numeriekbestuurde beugelautomaat. Alle machines worden vanafkantoor gevoed met gegevens. Hieronder een detailfoto vande richtmachine.foto's: Studio 2000 ProduktiesCement 1991 nr. 6 21______________________I_IN_F_O_RMAI'_I_C_A _gen ten aanzienvan de volgendepuntenzijn bereikt:- directe overdracht van liggerbereke-ningsresultaten als invoergegevenvoor de wapeningsbepaling;- ontwikkeling van standaarddetails;- geautomatiseerd berekenen en aan-sluitend tekenen van de wapening;- automatisch produceren van buigsta-ten volgens een afgesproken uitwisse-lingsformat dat direct het produktie-proces kan aansturen.De verwachting is dat alle genoemdevoordelen ten aanzien van het enginee-rings- en het produktieproces gehaaldkunnen worden en dat dit derhalve ookaan de gestelde doelen beantwoordt.Het voornemen bestaat, na implemen-tatie eneenuitgebreide testfase, hetpro-gramma 'op de markt' te brengen.Maken van een bengel door een autoll1atische knip-buigll1achine- geautomatiseerd lassen van korven isniet mogelijk, onder meer door teveelparameters (kenmiddellijnen/diverseafstanden) en door de staafprofilering.Er zijn door verbeterde informatie-voorziening naar de lasafdeling welenige voordelen mogelijk;- volledig STEP-protocol bleek bij destand van zaken op het moment vanonderzoek niet mogelijk. De ftlosofiedaarachter is daarentegen wel gehan-teerd bij de definitie van het uitwisse-lingsprotocol. Het probleem bij toe-passing van STEP zit vooral in hetdriedimensionale produktmodel vanSTEP versus het tweedimensionalelijn/tekstmodel van de gebruikte te-kensystemen,waardoormetSTEP eentweedimensionale parametrische be-schrijving van staven niet mogelijk is.Omgekeerd is het moeilijk een pro-dukt-structuurbeschrijving te makenvan een gebogen wapeningsstaafvol-gens het STEP-model.Ten aanzien van het ontwerpproces kanworden opgemerkt dat de doelstellin-ring van de wapeningsbepaling.In de uitvoerendefase:- verbetering dienstverlening door hetaanbieden van geautomatiseerde ver-werking van buigstaten;- kwaliteitsverbetering door minderfouten en geautomatiseerde produk-tie;- tijdsbesparing bij het invoeren vanbuigstaten door middel van een flop-py disk;- kwaliteitsverbetering en tijdsbespa-ring door directe invoer door de buig-statenmakers zelfin plaats vanhet no~teren van gegevens op kladbuigstatenen daarna het invoeren van de gege-vens;- produktieverhoging door verminde-ring van invoer van gegevens op dewerkvloer;- grote tijdsbesparing door automatischdoorgeven van de administratieve ge-gevens naar de centrale administratie.EvaluatieBij de uitwerking van het systeem zijnde volgende knelpunten gesignaliseerd:- voor de invoer van gegevens voor hetontwerpproces is bij ABT geen ge-bruik gemaakt van een CAD-teken-pakket, omdathet programmadan af-hankelijk zou worden van dit pakket.Het is wel mogelijk een koppeling totstand te brengen met een dergelijkpakket, zodat geometrie, belastingenenz. door middel van menubesturingkunnen worden ingevoerd;- het buigstatensysteem van de buig-centrales moet opnieuw worden op~gezet;ditheeft consequenties ten aan-zien van tijd en kosten;ConsequentiesVoor het ontwerpbureau betekent deingebruikneming van het CADKORF-systeem een verregaande automatise-ring van het wapenen van balken. Ditgeldt voor het berekenen, het tekenenen het maken van buigstaten.Bij HHW is het CAOKORF-project devoorfase geweest van de eigenlijke ont~wikkeling en de implementatie van hetgeautomatiseerde produktiesysteem.Het is echter de bedoeling dat het ook 1---------------------------------'-1daadwerkelijk ingevoerd gaat worden.Dit valt overigens niet binnen de afba-keningvanhetCADKORF-project.Be-gonnen is met het programmeren vanhet multi-user buigstatensysteem, deselectie van standaardpakkettenvoor decentrale administratie en het specifice-ren van aanpassingen daarop.Omdat de organisatie van een modernefabriek met geautomatiseerde produk-tie andere eisen stelt aan de produktie~organisatie, is het evident dat er aanpas-singen moeten plaatshebben.22 Cement 1991 nr. 6



Reacties