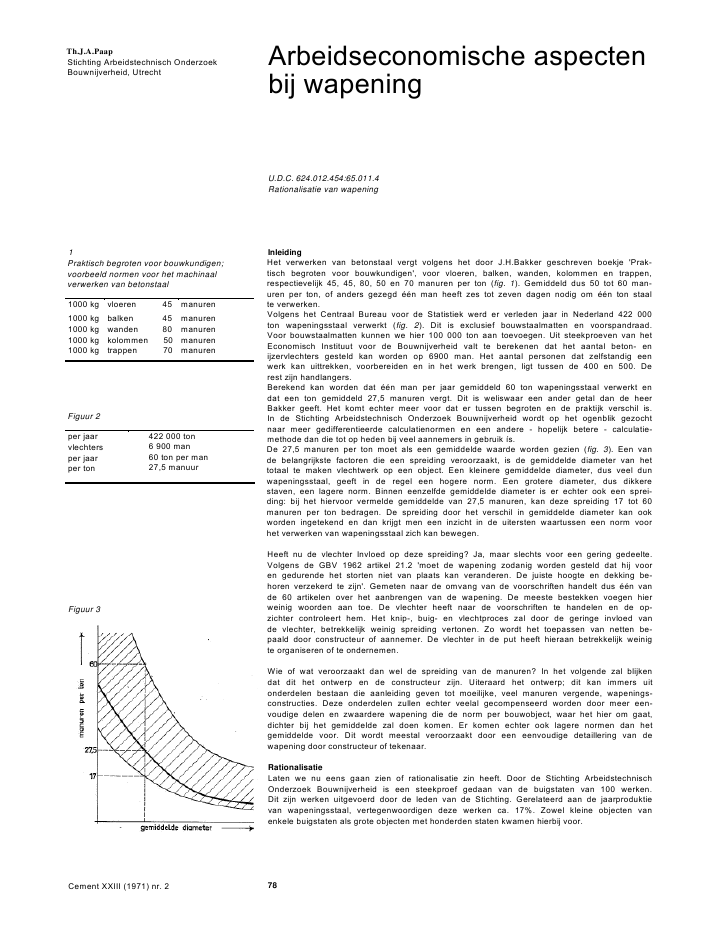
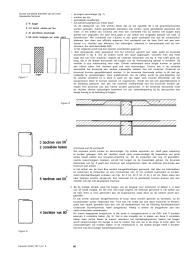
Th.J.A.PaapStichting Arbeidstechnisch OnderzoekBouwnijverheid, UtrechtArbeidseconomische aspectenbij wapeningU.D.C. 624.012.454:65.011.4Rationalisatie van wapening1Praktisch begroten voor bouwkundigen;voorbeeld normen voor het machinaalverwerken van betonstaal1000 kg vloeren 45 manuren1000 kg balken 45 manuren1000 kg wanden 80 manuren1000 kg kolommen 50 manuren1000 kg trappen 70 manurenFiguur 2per jaarvlechtersper jaarper ton422 000 ton6 900 man60 ton per man27,5 manuurFiguur 3InleidingHet verwerken van betonstaal vergt volgens het door J.H.Bakker geschreven boekje 'Prak-tisch begroten voor bouwkundigen', voor vloeren, balken, wanden, kolommen en trappen,respectievelijk 45, 45, 80, 50 en 70 manuren per ton (fig. 1). Gemiddeld dus 50 tot 60 man-uren per ton, of anders gezegd ??n man heeft zes tot zeven dagen nodig om ??n ton staalte verwerken.Volgens het Centraal Bureau voor de Statistiek werd er verleden jaar in Nederland 422 000ton wapeningsstaal verwerkt (fig. 2). Dit is exclusief bouwstaalmatten en voorspandraad.Voor bouwstaalmatten kunnen we hier 100 000 ton aan toevoegen. Uit steekproeven van hetEconomisch Instituut voor de Bouwnijverheid valt te berekenen dat het aantal beton- enijzervlechters gesteld kan worden op 6900 man. Het aantal personen dat zelfstandig eenwerk kan uittrekken, voorbereiden en in het werk brengen, ligt tussen de 400 en 500. Derest zijn handlangers.Berekend kan worden dat ??n man per jaar gemiddeld 60 ton wapeningsstaal verwerkt endat een ton gemiddeld 27,5 manuren vergt. Dit is weliswaar een ander getal dan de heerBakker geeft. Het komt echter meer voor dat er tussen begroten en de praktijk verschil is.In de Stichting Arbeidstechnisch Onderzoek Bouwnijverheid wordt op het ogenblik gezochtnaar meer gedifferentieerde calculatienormen en een andere - hopelijk betere - calculatie-methode dan die tot op heden bij veel aannemers in gebruik ?s.De 27,5 manuren per ton moet als een gemiddelde waarde worden gezien (fig. 3). Een vande belangrijkste factoren die een spreiding veroorzaakt, is de gemiddelde diameter van hettotaal te maken vlechtwerk op een object. Een kleinere gemiddelde diameter, dus veel dunwapeningsstaal, geeft in de regel een hogere norm. Een grotere diameter, dus dikkerestaven, een lagere norm. Binnen eenzelfde gemiddelde diameter is er echter ook een sprei-ding: bij het hiervoor vermelde gemiddelde van 27,5 manuren, kan deze spreiding 17 tot 60manuren per ton bedragen. De spreiding door het verschil in gemiddelde diameter kan ookworden ingetekend en dan krijgt men een inzicht in de uitersten waartussen een norm voorhet verwerken van wapeningsstaal zich kan bewegen.Heeft nu de vlechter Invloed op deze spreiding? Ja, maar slechts voor een gering gedeelte.Volgens de GBV 1962 artikel 21.2 'moet de wapening zodanig worden gesteld dat hij vooren gedurende het storten niet van plaats kan veranderen. De juiste hoogte en dekking be-horen verzekerd te zijn'. Gemeten naar de omvang van de voorschriften handelt dus ??n vande 60 artikelen over het aanbrengen van de wapening. De meeste bestekken voegen hierweinig woorden aan toe. De vlechter heeft naar de voorschriften te handelen en de op-zichter controleert hem. Het knip-, buig- en vlechtproces zal door de geringe invloed vande vlechter, betrekkelijk weinig spreiding vertonen. Zo wordt het toepassen van netten be-paald door constructeur of aannemer. De vlechter in de put heeft hieraan betrekkelijk weinigte organiseren of te ondernemen.Wie of wat veroorzaakt dan wel de spreiding van de manuren? In het volgende zal blijkendat dit het ontwerp en de constructeur zijn. Uiteraard het ontwerp; dit kan immers uitonderdelen bestaan die aanleiding geven tot moeilijke, veel manuren vergende, wapenings-constructies. Deze onderdelen zullen echter veelal gecompenseerd worden door meer een-voudige delen en zwaardere wapening die de norm per bouwobject, waar het hier om gaat,dichter bij het gemiddelde zal doen komen. Er komen echter ook lagere normen dan hetgemiddelde voor. Dit wordt meestal veroorzaakt door een eenvoudige detaillering van dewapening door constructeur of tekenaar.RationalisatieLaten we nu eens gaan zien of rationalisatie zin heeft. Door de Stichting ArbeidstechnischOnderzoek Bouwnijverheid is een steekproef gedaan van de buigstaten van 100 werken.Dit zijn werken uitgevoerd door de leden van de Stichting. Gerelateerd aan de jaarproduktievan wapeningsstaal, vertegenwoordigen deze werken ca. 17%. Zowel kleine objecten vanenkele buigstaten als grote objecten met honderden staten kwamen hierbij voor.Cement XXIII (1971) nr. 2 78Figuur 5Figuur 6bij een constante diameter zijn de normbepalende factorenDeze steekproef toonde aan dat van de totale hoeveelheid wapeningsstaal 47% in vloerenwordt verwerkt. Een splitsing naar grote weg- en waterbouwkundige objecten en gewoneutiliteitsbouw, gaf slechts enkele procenten verschuiving. Hieruit blijkt dat vloeren hetbelangrijkste zijn. Vanuit deze gegevens zullen wij de totaalkosten per m3beton gaan op-bouwen (fig. 4). De gemiddelde aanschafprijs van staal kunnen we stellen op 70 cent per kg.Voor de verwerking moet 40 cent per kg worden gerekend, inclusief knipverlies en buigstaatmaken. De aanschafprijs van beton bedraagt ca. f 50,-- per m3; de verwerking in vloerenkost f 15,-- tot f 25,-- per m3. Resumerend komen we tot: kosten staal f 110,--; kostenbeton f 70,--; de kosten van de vloerbekisting hangen van diverse factoren af, maar kunnenwe hier stellen op f 80,-- per m3. De wapening blijkt dus in deze gemiddelde situatie meerdan 1/3 deel van de kosten per m3uit te maken. Een gemiddelde voor het reken- en teken-werk kan zijn 1,2 m3beton per uur. Verdelen we deze kosten in dezelfde verhouding als demateriaalkosten, dan komt er 6 tot 7 cent per kg verwerkt staal bij aan reken- en teken-kosten. Dit is ca. 7%. De norm voor het rekenen en tekenen loopt sterk uiteen. Echter, bijingewikkeld reken- en tekenwerk behoort geen eenvoudige constructie en zal ook de normvoor het verwerken van het staal hoger zijn dan de eerder genoemde 40 cent per kg.Het kan dus zinvol zijn om meer aandacht te besteden aan de reken- en tekenfase ten eindede uiteindelijke wapeningskosten te verlagen door de grotere besparingen op het vlechtenvan het wapeningsstaal. Dit gaat niet ineens. De tekenkamer dient de terugkoppeling tekrijgen van de bouwplaats. De aannemer moet er daarna lagere normen tegenover stellen.Wat zijn de arbeidsbepalende factoren bij het verwerken? Hiertoe dienen we bekend te zijnmet de opbouw van de norm. Deze wordt opgebouwd uit vier afzonderlijke normen, te weten:knippen, buigen, transporteren en vlechten (fig. 5).Figuur 4De normen voor het knippen en buigen gelden voor ??n ton te knippen en te buigen wape-ningsstaal. In de praktijk blijkt dat slechts een gedeelte geknipt en gebogen behoeft teworden.KnippenBij analisering van het knipproces blijken bij een constante diameter de drie belangrijkstefactoren te zijn:? te knippen percentage (fig. 6);? merken per ton (een merk is een regel van de buigstaat);? gemiddelde staaflengte.Te knippen percentageUit de steekproef van 100 werken bleek dat 88 gewichtsprocent moest worden geknipt; 12%behoeft dus niet te worden geknipt. Deze 12% die bestaan uit handelslengten van 12 en 14meter, kunnen zonder voorbewerking in de constructie worden verwerkt. Dit houdt in datde staalleverancier dat gedeelte direct bij de verwerkingsplaats kan lossen, wanneer tenminste de voorman-vlechter eraan denkt dit zo te organiseren. Wordt het percentage 'nietknippen' door meer gebruik te maken van handelslengten 60 ? 70% in plaats van gemiddeld12%, wat volgens de steekproef van 100 werken voor kan komen, dan kan men de knip-machine bijna thuis laten. Van de norm voor knippen blijft dan weinig over.Merken per tonDe besparing van het aantal merken per ton is uitvoerig behandeld in het artikel van ir.D. de Rover, opgenomen in Cement XXII (1970) nr. 4. De door ir. De Rover berekende prijsvan een regel van de buigstaat bedraagt f 2,33. Dit komt overeen met de kosten die in hetartikel van de heer Becqu? worden genoemd, nl. f 1,00 tot f 1,40 per merk, alleen voor hetverwerken op de computer.Opgemerkt kan worden dat het voor centrales interessant wordt om grotere knipmachinesaan te schaffen, wanneer een verlaging van het aantal merken per ton wordt ingevoerd,waardoor het aantal staven per merk groter wordt. Deze knipmachines zullen dan qua werk-wijze ?n model gaan afwijken van die welke nu in gebruik zijn.Gemiddelde staaflengteDe gemiddelde staaflengte bepaalt het aantal keren knippen per staaf van 12 of 14 m. Bijhet uitzoeken van kniplengtes dient men er op bedacht te zijn dat de handelslengte veelaleen overwaarde heeft van enkele centimeters. Moet men dus uit een staaf van 12 metertwee lengtes van precies 6 m hebben, dan moet men niet ??n keer maar twee keer knippen.Dit komt dus voor als op een buigstaat, zoals aangetoond in het artikel van ir.Eisma, tweestaven voorkomen met een U-maat van 6 meter. De heer Becqu? noemt dit in zijn artikelde L-maat. Het omgekeerde dat zich voordoet bij een sommatie van enkele staven tot bijnahandelslengte, geeft wel knipverlies. In de praktijk zal men deze enkele centimeters er niet af-knippen.Concluderend kunnen we stellen dat vooral bij het belangrijkste onderdeel (de vloeren),voor wat betreft het knipproces er door de constructeur-tekenaar heel wat te rationaliserenkan zijn. Bij balken en kolommen zijn de mogelijkheden meer beperkt.BuigenBij het buigen blijken bij een constante diameter de volgende factoren de hoogte van denorm te bepalen:Cement XXIII (1971) nr. 2 79bij een constante diameter zijn de normbepalende factorenFiguur 7Figuur 8? te buigen percentage (fig. 7)? merken per ton? gemiddelde staaflengte? het aantal buigingen per meter staafUit de steekproef van 100 werken bleek dat op het ogenblik 50 ? 60 gewichtsprocentenworden gebogen. Kleine gemiddelde diameters iets minder, grote gemiddelde diameters ietsmeer. In het artikel van ir.Eisma ziet men een voorbeeld hoe bij vloeren het buigen bijnageheel kan wegvallen. De heer Smit geeft in zijn artikel een mogelijke aanpak van balk- ofkolomkorven. Het voorbeeld van ir.Eisma is een goed voorbeeld van wat de constructeur-tekenaar kan doen aan effici?nt wapenen. Het voorbeeld van de heer Smit wat een aan-nemer c.q. vlechter aan efficiency kan inbrengen, uiteraard in samenspraak met de con-structeur, die verantwoordelijk blijft.In het volgende wordt nog een tweetal? voorbeelden gegeven:1. Een doorgaande vloer gewapend met het minimum gewicht aan staal, geeft de bovenstedoorsnede in fig. 8. Om de andere wordt een staaf opgebogen. Verwerkt men ?ets meerstaal dan kan men wapenen volgens de onderste doorsnede van fig. 8. Het hoeft geen be-toog, dat in de laatste doorsnede het buigen van de vloerwapening geheel is vervallen. Devlechter is qua maatvoering veel vrijer. Enkele centimeters extra lengte kunnen er gerustaan blijven zitten. Het vlechten gaat ook veel eenvoudiger. Tevens kan in de onderstedoorsnede het bovennet een andere maaswijdte hebben dan het ondernet. Ondernet enbovennet kunnen geprefabriceerd worden. In de bovenste doorsnede echter is dit niet ge-makkelijk te verwezenlijken. Door prefabriceren van de netten wordt de piek-belasting vande vlechter verkleind en is deze in staat om zijn eigen werk (minder afhankelijk van hetbouwproces) beter te kunnen plannen en organiseren. Wordt het net niet geprefabriceerd inde bekisting gebracht, dan kan het ondernet onafhankelijk van het bovennet worden ge-maakt. Het bovennet kan dan hierna worden gevlochten. In de bovenste doorsnede moetde vlechter slimme oplossingen bedenken om zijn verdeelwapening bij de steunpunten eenbeetje handig in de bekisting te krijgen.Figuur 9Conclusie van dit voorbeeldHet knipwerk wordt minder en eenvoudiger. Op enkele supporten na, hoeft geen wapeningte worden gebogen. Ook het vlechten wordt sterk vereenvoudigd. Bij toepassing van groteseries treedt beslist een bouwtijd-verkorting op. Als de supporten ook nog uit geprefabri-ceerde support-liggers bestaan, vervalt het buigen op de bouwplaats geheel. De bovenstedoorsnede van fig. 8 geeft een minimum aan kilogrammen staal, de onderste doorsnede eenminimum aan arbeid.In het artikel van de heer Bos worden beugelafmetingen genoemd. Het idee om betonbalkenen kolommen te ontwerpen op een moduulmaat van 10 cm verdient overwogen te worden,zodat standaardbeugels ontstaan van bijv. 24 X 24, 24 X 34, of 24 X 44 cm. Deze reeks kannaar believen worden aangevuld. Een automaat zal ze goedkoper kunnen leveren dan eenvlechter met zijn niet aangepaste machine.2. Bij de huidige situatie vergt het buigen van de beugels voor kolommen of balken ? deelvan de totale buigtijd. En als men niet buigt volgens de methode genoemd in het artikel vande heer Smit, is men gebonden aan de buigmachine zoals deze op de werken wordt aan-getroffen.Er zijn echter speciale beugelmachines te koop; deze worden gebruikt op centrales, op debouwplaatsen echter nagenoeg niet. Toch kan het nuttig zijn aan deze machines te denken,zoals een studie, gemaakt door een van de medewerkers van de Stichting ArbeidstechnischOnderzoek Bouwnijverheid, heeft aangetoond. Hierbij is tevens de beugelvorm aan eennader onderzoek onderworpen.De meest toegepaste beugelvorm is die zoals is voorgeschreven in de GBV met 5 bochtenwaarvan 2 consid?re haken (fig. 9). Het is ook mogelijk om in plaats van deze 2 consid?rehaken twee rechte haken te maken, waardoor het handelingenpatroon tijdens het buigenwordt vereenvoudigd. De beugel is ook te maken met een las in de lange of korte zijde. Uitonderzoekingen zal moeten blijken of dit verantwoord is. De laatste beugel heeft 4 bochtenmet een nog eenvoudiger handelingenpatroon.Cement XXIII (1971) nr. 2 80Figuur 10Stellen we de tijd voor het buigen van een beugel zoals deze meestal wordt gemaakt metde op de bouwplaats aanwezige buigmachines op 100%, dan blijkt de laatstgenoemdebeugelvorm, gemaakt met een speciale beugelmachine, 56% te vergen (fig. 10). Wanneerconstructeur en tekenaar in de toekomst op de noodkreet tot standaardisatie ingaan, dankam de aanschaf van bijv. beugetautamaten worden overwogen, waarbij de invoer geschiedtmet rollen walsdraad, die gestrekt worden. De automaat levert dan in ??n arbeidsganggeknipte en gebogen beugels, van gelijke afmetingen. Dit standaardiseren van beugels isvooral van belang voor de burgelijke en utiliteitsbouw, waar de kolommen en balken13 + 11 =24 gewichtsnrocenten van het totaal uitmaken (fig. 11).11Verdeling in gewichtsprocentenburgerlijke en utiliteitsbouwweg- en waterbouwgemiddeldevloeren wanden balker kolommen rest18 13 11 845 36 8 3 92910 6 8Figuur 12transporterenUit de verdeling van de gewichtsprocenten blijkt dat de verticale ondersteuning bij de bur-gelijke en utiliteitsbouw hoofdzakelijk gemaakt wordt met balken en kolommen. Bij weg- enwaterbouwkundige werken wordt de verticale ondersteuning hoofdzakelijk gevormd doorwanden.Concluderend voor wat betreft het buigen kan men stellen dat er grote besparingen gevon-den worden bij het buigen ten behoeve van balken en kolommen, vooral in de burgelijke enutiliteitsbouw. Bij vloeren kan men de laatste jaren reeds minder buigwerk constateren,onder andere door het steeds minder toepassen van consid?re haken, wanneer hoogwaardigstaal wordt verwerkt. De opgebogen wapening wordt vooral in de woningbouw verminderddoor het toepassen van wapeningsnetten. Supporten echter die bij vloeren in groten getaleworden gebruikt, blijven noodzakelijk. Standaardisatie van de hoogte van de supporten zoutoe te juichen zijn, wanneer wij de automatisering nastreven.TransporterenWanneer het knippen en buigen op de bouwplaats wordt gedaan (fig. 12), geschiedt hettransport naar de bouwput veelal met de kraan. Wat opvalt tijdens deze transporten, is delage beladingsgraad van de kraan. In de funderingsfase, waarbij het zwaarste staal wordtverwerkt, is de kraan meestal nog niet aanwezig, men transporteert dan met de hand, ge-middeld 25 tot 30 kg per man. Wordt er veel geknipt en gebogen dan is de weg van knip/buigplaats naar de bouwput zeer arbeidsintensief. Wanneer men echter veel handelslengtenin de fundering verwerkt, kan het wapeningsstaal op de rand van de bouwput worden gelost,wat de opdrachtgever hopelijk besparing biedt.Het transport van geknipt en gebogen staal, respectievelijk geprefabriceerde wapening,zowel op de bouwplaats als vanuit centrales, is toegelicht in het artikel van de heer Smit.Naast dit grote transport is het transport op de bouwplaats tijdens het knip-, buig- envlechtproces een zaak, die voortdurend de aandacht vraagt van de uitvoerenden. Hiervoorzijn in het verleden verschillende oplossingen gevonden, die om een vergelijking vragen.Het moeilijke bij deze vergelijkingen van bouwplaats-inrichtingen is, dat het uiteindelijkeprodukt, de wapening, nooit gelijk is.Cement XXIII (1971) nr. 2 81bij een constante diameter zijn de normbepalende factorenFiguur 13VlechtenBij het vlechten blijkt dat bij een constante staafdiameter de volgende factoren de hoogtevan de norm bepalen:? het aantal bindingen per ton (fig. 13);? het aantal staven per ton;? het aantal merken per ton.Het aantal merken per ton komt bij drie van de vier onderdelen van het proces voor. Eenvermindering van het aantal typen staven en het aantal diameters en staalsoorten, kanbelangrijke besparingen geven.Het voordeel van doordacht tekenwerk ten behoeve van het vlechten, is reeds behandeldbij het voorbeeld van de wapening bij steunpunten in vloeren. Dit voorbeeld kan met veelandere worden aangevuld. CUR-rapport 43 'Economie bij ontwerpen en uitvoeren van beton-skelet-constructies' wijst op het afwezig zijn van kruisende balken in het kader van bouw-tijdverkorting.Al deze voorbeelden kunnen we samenvatten in de stelregel die elke tekenaar zich eigenzal moeten maken: 'kan deze wapening als 'unit' in het werk worden gebracht'.E?n aspect is tot nu toe nog niet genoemd, en wel het binden. Dat dit aspect belangrijk is,zal in het volgende worden besproken.Het aantal kruisingen bepaalt het aantal bindingen (fig. 14). Wordt iedere kruising gebondenof gehechtlast, dan is het aantal bindingen gelijk aan het aantal kruisingen. Was in hetverleden de gemiddelde verwerkte diameter 0 14, dan betekent dit, dat er per jaar ??nmiljard kruisingen werden gemaakt. Als iedere kruising gebonden zou moeten worden, is uitte rekenen dat er 2000 man van de 6900 man dag in dag uit aan het binden zijn. Onderandere door de verhoging van de staalkwaliteit gaat de gemiddelde diameter omlaag en zokan worden berekend dat bij dezelfde hoeveelheid te verwerken, staal en een gemiddeldediameter ? 12, er 3000 man dag in dag uit aan het vlechten zijn en bij een gemiddelde dia-meter van ? 10 is hun aantal 4000. Het wordt dus zaak om te gaan denken aan andere typenbindingen, bijv. hechtlassen. Dit is een apart hoofdstuk en valt buiten het kader van dezedag. Men zou ook kunnen denken aan een vermindering van het aantal bindingen. Misschienhoeft niet iedere kruising gebonden te worden om te voldoen aan het artikel van de GBV,dat de wapening tijdens het storten op zijn plaats moet blijven. Hieraan mag men immersniet tornen. Een domweg voorschrijven van iedere kruising moet gebonden worden, is hetgemakkelijkste wat men kan doen. Zou het mogelijk zijn om niet iedere, maar om de tweekruisingen een binding te leggen, dan zou dit betekenen dat er in het laatste geval in plaatsvan 4000 man maar 2000 nodig zijn om te binden. Een toekomstige studie kan hierop wellichteen antwoord geven.14Verschillende typen bindingenFiguur 15DOEL: besparing manuren vlechtwerkDOOR: ? gebruik handelslengten? verminder het aantal merken perton? bevorder standaardisatie:staalkwaliteitdiameter (voorkeurreeks CEB)kniplengtenbuigvormenbeugelafmetingen? ontwerp de wapening in 'units'WIE KAN DIT DOEN?niet de vlechter maar de?tekenaar-constructeurTen slotte, wil ik u enkele facetten noemen, die niet zijn behandeld maar wel degelijk nogstudie vergen, te weten:? Economische aspecten van buigcentrales ten opzichte van verwerking op de bouwplaats;? Wat zijn de kosten van het te laat verstrekken van tekeningen;? Economische aspecten van de kwaliteit van het produkt; hieronder vallen bij voorbeeldmateriaaleigenschappen, toleranties van kniplengten en buigmaten.? En als laatste: Wat kost het vlechten met het geringe aantal centimeters dekking m??r tenopzichte van het buitenland waar deze dekking groter is.Tot slot wordt in fig. 15 een samenvatting gegeven van de maatregelen die de economie vande verwerking van wapeningsstaal bevorderen.Cement XXIII (1971) nr. 2 82



Reacties