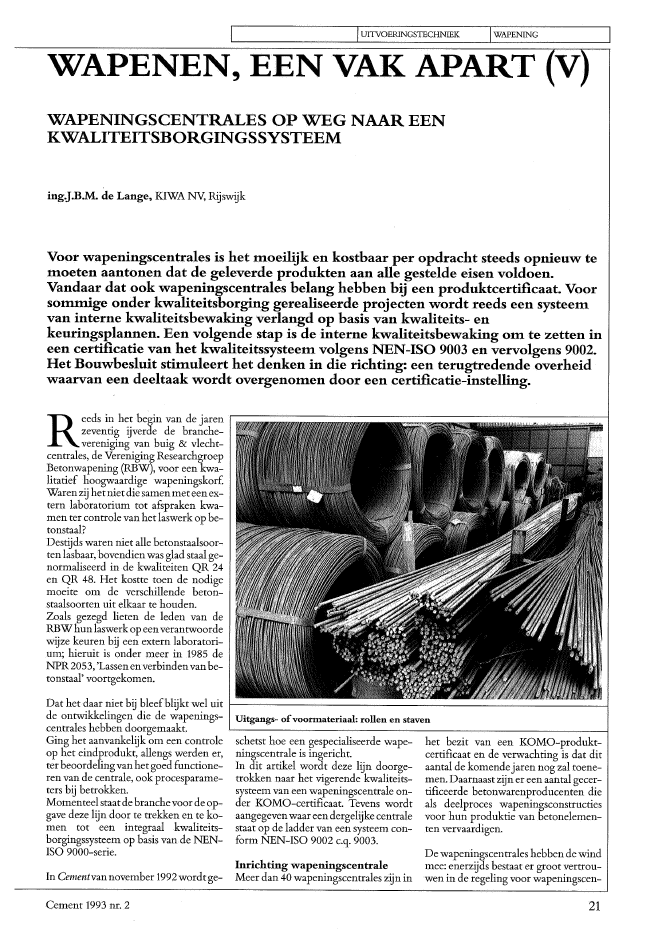
I IUITVOERINGSTECHNIEK 1_W,_1\P__EN~I~N~G~~ _WAPENEN, EEN VAK APART VWAPENINGSCENTRALES OP WEG NAAR EENKWALITEITSBORGINGSSYSTEEMing.J.B.M. de Lange, KIWA NV; RijswijkVoor wapeningscentrales is het tnoeilijk en kostbaar per opdracht steeds opnieuw tetnoeten aantonen dat de geleverde produkten aan alle gestelde eisen voldoen.Vandaar dat ook wapeningscentrales belang hebben bij een produktcertificaat. Voorsommige onder kwaliteitsborging gerealiseerde projecten wordt reeds een systeetnvan interne kwaliteitsbewaking verlangd op basis van kwaliteits- enkeuringsplannen. Een volgende stap is de interne kwaliteitsbewaking otn te zetten ineen certificatie van het kwaliteitssysteetn volgens NEN-ISO 9003 en vervolgens 9002.Het Bouwbesluit stitnuleert het denken in die richting: een terugtredende overheidwaarvan een deeltaak wordt overgenotnen door een certificatie-instelling.het bezit van een KOMO-produkt-certificaat en de verwachting is dat ditaantal de komendejaren nog zal toene-men. Daarnaast zijn er een aantal gecer-tificeerde betonwarenproducenten dieals deelproces wapeningsconstructiesvoor hun produktie van betonelemen-ten vervaardigen.De wapeningscentrales hebben de windmee: enerzijds bestaat er groot vertrou-wen in de regeling voor wapeningscen-Inrichting wapeningscentraleMeer dan 40 wapeningscentrales zijn inUitgangs- ofvoormateriaal: rollen en stavenschetst hoe een gespecialiseerde wape-ningscentrale is ingericht.In dit artikel wordt deze lijn doorge-trokken naar het vigerende kwaliteits-systeem van een wapeningscentrale on-der KOMO-certificaat. Tevens wordtaangegevenwaar een dergelijke centralestaat op de ladder van een systeem con-form NEN-ISO 9002 c.q. 9003.In Cementvannovember 1992wordtge-Dat het daar niet bij bleefblijkt wel uit t---~--------~---~---------------jde ontwikkelingen die de wapenings-centrales hebben doorgemaakt.Ging het aanvankelijk om een controleop het eindprodukt, allengs werden er,terbeoordelingvan hetgoed functione-ren van de centrale, ook procesparame-ters bij betrokken.Momenteel staatde branchevoor de op-gave deze lijn door te trekken en te ko-men tot een integraal kwaliteits-borgingssysteem op basis van de NEN-ISO 9000-serie.Reeds in het begin van de jarenzeventig ijverde de branche-vereniging van buig & vlecht-centrales, de Vereniging ResearchgroepBetonwapening (RBW), voor een kwa-litatief hoogwaardige wapeningskorf.Warenzij het nietdiesamenmet een ex-tern laboratorium tot afspraken kwa-men ter controle van het laswerk op be-tonstaal?Destijds waren niet alle betonstaalsoor-ten lasbaar, bovendienwas glad staal ge-normaliseerd in de kwaliteiten QR 24en QR 48. Het kostte toen de nodigemoeite om de verschillende beton-staalsoorten uit elkaar te houden.Zoals gezegd lieten de leden van deRBW hun laswerk op eenverantwoordewijze keuren bij een extern laboratori-um; hieruit is onder meer in 1985 deNPR 2053, 'Lassenenverbindenvanbe-tonstaal' voortgekomen.Cement 1993 nr. 2 21In die gevallen legt de wapenings-centrale dit zelfvast, hetzij op de wape-ningstekening, hetzij door middel vaneen interne notitie, welke wordt geda~teerd en geparafeerd door de daarvoorverantwoordelijke functionaris van dewapeningscentrale.lijk, niet volledig of zelfs apert onjuistzyn.Over noodzakelijk geachte wijzigingenheeft overleg plaats tussen de daarvoorverantwoordelijke functionaris van dewapeningscentrale en de opdrachtge-ver. In dat geval worden de tekeningengewijzigd, opnieuw door de opdracht-gever gewaarmerkt en aan de wape-ningscentrale verstrekt.Hetkomt in de praktijk nogal eens voordat de opdrachtgever (constructeur)geen revisietekeningen meer aanmaakt.Enerzijds omdat een constructeur (nog)niet onder een regiem van kwali-teitsborging behoeft te werken, ander-zijds omdat de wijzigingen van onder-geschikt belang zijn of omdat het een'last-minute' wijziging betreft.IWAPENINGin de procesvoering. Terverificatie wor-den er na het richten steekproefsgewijzebeproevingen uitgevoerd; de centralemoet daarmee aantonen dat ook na hetrichten het betonstaal blijvend voldoetaan NEN 6008.VVilpeningstekeningenKnip-, buig-, las- en vlechtwerk wordtvervaardigd conform de door de op-drachtgever geleverde en gewaarmerktetekeningen. In de praktijk blijkt de doorde constructeur ontworpen wapeningmet toepassing van de voorschriftennogal eens onuitvoerbaar te zijn (bij-voorbeeld bij oplegnokken van trap-pen). In dat geval dient het wape-ningsontwerp door de constructeur teworden herzien of dient van de voor-schriften te worden afgeweken, ondermeer met betrekking tot de minimalebuigdoorns. Bovendien komt het voordat de wapeningstekeningen onduide-BeugelautomaatFoto's ter beschikk?ng gesteld door de RBW (Researchgroep Betonwapening)Betonstaal FeB 220HWL kan niet altijdmetcertificaatwordenverkregen.!n datgeval dient de juiste produktsoort doorpartijkeuring te worden aangetoond.IngangscontroleBetonstaalHet door de wapeningscentrale te ver-werken betonstaal dient te zijnvoorzienvan een certificaat op basis van NEN6008 'Betonstaal'. Dit houdt in dat uit-sluitend betonstaalsoortenin devolgen-de leveringstoestanden worden ver-werkt:~ warmgewalst en warmgewalst water-gekoeld: FeB 400 HWL enFeB SOOHWL;- warmgewalst, koudvervormd, getor-deerd ofgerekt: FeB 500 HK;- koudgeprofileerd als gepuntlaste wa-peningsnetten met bijbehorende sta-ven: FeB 500 HKN.Voor betonstaal op rollen geldt, dat zo-wel voor de rollen als voor de daaruitverkregen staven moet worden voldaanaan de in NEN 6008 gestelde eisen.Uit rollen betonstaal worden namelijk,door een proces van koudrichten (rol-lenrichters en rotorrichters), staven enbeugels geproduceerd. Daarbij dient re-kening te worden gehouden met eenwezenlijke verandering van de mecha-nische eigenschappen, met name devloei- ofrekgrens en de rek bij maxima-le belasting. Een en ander is evenwelsterk afhankelijk van de procesvoeringbij het koudrichten.Tussen betonstaalproducent en wape~ningscentrale worden dan ook duidelij-ke afspraken gemaaktomtrentkwaliteiten verwerkbaarheid van het betonstaalop rollen.Indien wordt gericht is de afstelling vande richtmachine eenbelangrijk elementIn grote lijnen stelt de beoordelings-richtlijnBRL-K713 'Buig-envlechtcen-trales' eisen aan de volgende facetten:- ingangscontroIe;- procescontrole;~ controle van het gerede produkt;- te stellen eisen aan het kwaliteitssys-teem.IUITVOERINGSTECHNIEKtrales, anderzijds zal het voor een wape-ningscentrale de aangewezen weg zijnom aan te tonen dat wordt voldaan aande criteria van het Bouwbesluit, dat per1 oktober 1992 van kracht is geworden.HetBouwbesluitsteltnamelijk'Metbe-hulp van eenkwaliteitsverklaring kanworden aangetoond dat bij toepassingvan de in de desbetreffende kwali-teitsverklaring aangeduide bouwmate-rialen ofbouwdelen aan bepaalde voor-schriften van het Bouwbesluit wordtgeacht te zijn voldaan. Burgemeesterenwethouders zijn gehouden dergelijkekwaliteitsverklaringen als voldoendebewijs te accepteren'.22 Cement 1993 nr. 2Lassen van wapeningselelllentenBij de ingangscontrole van de wape-ningstekeningen worden deze door dedaarvoor verantwoordelijke functiona~ris beoordeeld op uitvoerbaarheid vanhet vlechtwerk in de wapeningscentraleen voor akkoord geparafeerd.Het vervaardigen van buigstaten enmerktekeningen is doorgaans eenaeti-viteit van de wapeningscentrale, diedusdanig is ingericht dat de verant-woordelijke functionaris de afstem-ming tussen de wapeningstekeningenversus buigstaten en merktekeningenbewaakt. Deze worden ook vaneen pa-raaf voorzien, als bewijs dat controleheeft plaatsgehad.ProcescontroleHet proces vormt de belangrijkste scha-kel in het behalen van degewenste kwa-liteit van het eindprodukt.Is hetbetonstaalgecertificeerdenzijndewapeningstekeningen gewaarmerktdan zijn er in principe geen belemme-ringen om een kwalitatiefgoede wape-ningskorf te produceren.Bij de procesvoering komen, al dan niettegelijk voorkomend in ??n produkt, deCement 1993 nr. 2volgende activiteiten aan de orde:- richten en knippen van betonstaal oprollen;- op maat knippen van staven;- ombuigingen;- hechtlassen.Richten en knippen van betonstaal op rollenBij wapeningscentrales waar hetrichtenvan betonstaal op rollen onderdeel uit-maakt van het totale proces, wordt hetaccent gelegd op een 'beheerst richtpro-ces'. Een beheerst richtproces beoogteenwaarborg te zijn dat de mechanischeeigenschappen van het betonstaal oprollen, dat immers voldoet aan NEN6008, tijdens het richten niet te veel zul-len veranderen. Er vinden nog wel be-proevingen plaats op het gerichte be-tonstaal, doch deze zijn niet meer geba-seerd op een statistische controle. Naastde in het schema voor interne kwali-teitsbewaking vastgelegde controle-aspecten, zoals controle op torsieplek-ken, afslijten van de ribben, uiterlijk,bramen en beproeving volgens NEN6008, worden van alle richtmachinesonder certificaathalfjaarlijks de resulta~ten van de trekproeven verzameldengeordend, zodat adequaat kan wordengereageerd bij afwijkingen.Afwijkingen ten opzichte van de norm-eis'zijn in het verleden vooral geconsta-teerd bij betonstaal Ok 6 mm, FeB 500HKN, dat op beugelautomaten was ge-richt (eis voor rek bij maximale belas-ting: ~ 2,75%).Op maat knippen van stavenStaven betonstaal, veelal FeB 500 HWL,worden ingekocht in lengtes van 12 en14 m. Conform NEN 6008 bedraagt detoelaatbare afwijking voor deze staaf-lengtes +100 mm, -100 mmo Bij bestel-ling kan ook een asymmetrische afwij-kingwordenovereengekomen(bijvoor-beeld 0, -200 mm).De staven worden bij de wape-ningscentrale op maat afgeknipt over-eenkomstig de gewaarmerkte tekenin~gen (buigstaten). De toelaatbare afwij-kingna het op maat knippen van zowelhet betonstaal op rollen na richten als inde vorm van staven, kan worden ont-leend aan NEN 6146, tabel 4.OmbuigingenOmbuigingen van betonstaal moetenvoldoen aan NEN 6720 (VEC 1990, art.9.5).Alleen bij toepassing van warmgewalst,watergekoeld betonstaal mag een om-buiging eenmaal worden teruggebogen.Bij deze betonstaalsoortzijnookkleine-re buigstralen toegestaan. Een en.anderdient echter altijd onder verantwoorde-lijkheid van dehoofdconstructeur te ge-schieden.HechtlassenDe hechtlassen die bij wapeningscen-trales worden gelegd hebben voorna-melijk een binddraadvervangend ka-rakter.In verband met de vereiste maatvast-heid, de mogelijkheid tot transport enhet bestand zijn tegen intensief trillenvan de betonspecie worden er aanhechtlassen eisen gesteld.De sterkte van de hechtlas moet mini-maal bedragen: 0,25Rek (of0,25R" O,2k) xde oppervlakte van de dunste staat, dochbehoeft niet meer te zijn dan 2,5 kN.Tevens dienen de mechanische eigen-schappenvanzowel de dikke als dedun-ne staaf blijvend te voldoen aan NEN6008.Aangezien een dikke staafniet op een tedunne staaf kan worden gelast, zijn eronlangs begrenzingen aan de kenmid-dellijnverhouding van hechtlasverbin-dingen gesteld.Geblekenis dat inbrandingen bij beton-23IWAPENINGEindprodukten: prefab wapeningselc:nnenten foto's: Paul Hutten, TilburgTabellVerhouding van kenmiddellijnen bij hechdasverbindingenHechtlaskwalificatieDe wapeningscentrales dienen te be-schikken over gekwalificeerde hecht-lassers en daarvan een registratie bij tehouden. Deze registratie vermeldt mi-nimaal:-de gekwalificeerde lassers;- de datum waarop zij de laatste las-proeven hebben uitgevoerd;- de resultaten van de beproevingen.Een hechtlasser wordt geacht te zijn ge-kwalificeerd indien:- hij beschiktovereenhechtlasdiploma,dat niet ouder is dan tweejaar, afgege-ven door een erkend lasinstituut;- er regelmatig, doch minimaal een-maal per tweejaar een proefserie vanzijn kruislasverbindingen voldoet aande gestelde criteria;- hij bij wisseling van werkkring zijnvakbekwaamheid niet langer dantwee jaar geleden heeft aangetoond '"---------------------------------'aan de hand van beproevingen vankruislasverbindingen, bij voorkeur inde staalsoort FeB 500 HK.N;IUITVOERINGSTECHNIEKstaalstaven met kenmiddellijn < 6 mmzogroot kunnen zijn, dat niet meer kanworden voldaan aan NEN 6008.De kenmiddellijnverhouding van dehechtlasverbindingen zijn gesteld op dewaarden volgens tabel 1.Daarbij is tevens gesteld dat staven metkenmiddellijn < 6mm uitsluitend mo-gen worden toegepast in gepuntlastewapeningsnetten, derhalve niet in wa-peningsconstructies die COzofmet be-hulp van beklede elektroden wordengelast.Dit betekent dat bij binddraad-vervangende hechtlassen de kleinstekenrniddellijn :2: 6 mm is.Controle gereed produktDe controle van het gereed produktomvat:- maatvoering;- beproevingen op het gerichte beton-staal;- beproevingen op het gelaste beton-staal.De afmetingen van wapeningskorven,alsmede de hoeveelheidwapening en destaalsoort worden gecontroleerd aan dehandvan de op tekeningvermeldegege-vens. De maatvoering wordt gecontro-leerd metinachtnemingvan de normaletolerantieszoals deze inNEN 6146, tabel4 zijn vastgelegd.Indien de constructeur hiervan wil af-wijken, bijvoorbeeld een beperking vande toleranties, dient dit per opdrachtmet de wapeningscentrale te wordenovereengekomen. Dit komt wel eensvoor bij een seriematige produktie vangeprefabriceerde betonelementen. Dekenmiddellijn dikke staaf0 k0 k ::::; 14mm14 mm < 0 k ::::; 20 mm20mm




Reacties