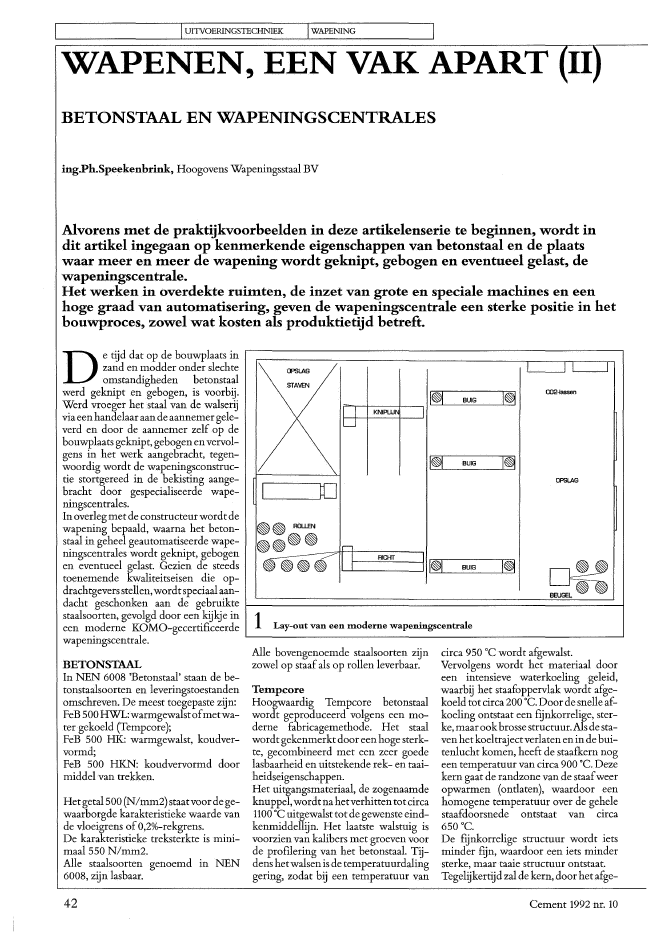
I IUITVOERINGSTECHNIEK IWAPENING IWAPENEN, EEN VAK APART 11BETONSTAAL EN WAPENINGSCENTRALESing.Ph.Speekenbrink, Hoogovens Wapeningsstaal BVAlvorens tnet de praktijkvoorbeelden in deze artikelenserie te beginnen, wordt indit artikel ingegaan op kentnerkende eigenschappen van betonstaal en de plaatswaar tneer en tneer de wapening wordt geknipt, gebogen en eventueel gelast, dewapeningscentrale.Het werken in overdekte ruitnten, de inzet van grote en speciale tnachines en eenhoge graad van autotnatisering, geven de wapeningscentrale een sterke positie in hetbouwproces, zowel wat kosten als produktietijd betreft.De tijd dat op de bouwplaats inzand en modder onder slechteomstandigheden betonstaalwerd geknipt en gebogen, is voorbij.Werd vroeger het staal van de walserijvia een handelaar aande aannemer gele-verd en door de aannemer zelf op debouwplaats geknipt, gebogen envervol-gens in het werk aangebracht, tegen-woordig wordt de wapeningsconstruc-tie stortgereed in de bekisting aange-bracht door gespecialiseerde wape-ningscentrales.In overleg met de constructeurwordtdewapening bepaald, waarna het beton-staal in geheel geautomatiseerde wape-ningscentrales wordt geknipt, gebogenen eventueel gelast. Gezien de steedstoenemende kwaliteitseisen die op-drachtgevers stellen,wordtspeciaalaan-dacht geschonken aan de gebruiktestaalsoorten, gevolgd door een kij~e ineen moderne KOMO-gecertificeerdewapeningscentrale.BETONSTAALIn NEN 6008 'Betonstaal' staan de be-tonstaalsoorten en leveringstoestandenomschreven. De meest toegepaste zijn:FeB 500 HWL:warmgewalstofmetwa-ter gekoeld (Tempcore);FeB 500 HK: warmgewalst, koudver-vormd;FeB 500 HKN: koudvervormd doormiddel van trekken.Hetgetal 500 (N/mm2)staatvoorde ge-waarborgde karakteristieke waarde vande vloeigrens of0,2%-rekgrens.De karakteristieke treksterkte is mini-maal 550 N/mm2.Alle staalsoorten genoemd in NEN6008, zijn lasbaar.42OPSLAG I I I ISTAVENI@I I~C02~assenBUIGI I KNIPUJNILJI@I BUIGI~I []OPSlAG~~ ROUEN~?~~ 111@@~~L AlCHTII~I BUIGI~~:1 Lay-out van een moderne wapeningscentraleAlle bovengenoemde staalsoorten zijnzowel op staafals op rollen leverbaar.TempcoreHoogwaardig Tempcore betonstaalwordt geproduceerd volgens een mo-derne fabricagemethode. Het staalwordt gekenmerkt door eenhoge sterk-te, gecombineerd met een zeer goedelasbaarheid en uitstekende rek- en taai-heidseigenschappen.Het uitgangsmateriaal, de zogenaamdeknuppel,wordtnahetverhittentotcirca1100 ?C uitgewalst tot de gewenste eind-kenmiddellijn. Het laatste walstuig isvoorzien van kalibers met groeven voorde profilering van het betonstaal. Tij-dens hetwalsenis de temperatuurdalinggering, zodat bij een temperatuur vancirca 950?C wordt afgewalst.Vervolgens wordt het materiaal dooreen intensieve waterkoeling geleid,waarbij het staafoppervlak wordt afge-koeld tot circa 200 oe.Door de snelle af-koeling ontstaat een f~nkorrelige, ster-ke, maarookbrossestructuur.Als de sta-ven hetkoeltrajectverlaten enin de bui-tenlucht komen, heeft de staafkern nogeen temperatuur van circa 900 oe.Dezekern gaat de randzone van de staafweeropwarmen (ontlaten), waardoor eenhomogene temperatuur over de gehelestaafdoorsnede ontstaat van circa650 oe.De f~nkorrelige structuur wordt ietsminder f~n, waardoor een iets mindersterke, maar taaie structuur ontstaat.Tegelijkertijd zal de kern, door het afge-Cement 1992 nr. 10UITGANGS-MATERIAALKNIPPENBUIGENROLLEN6-12mm 55%STAVEN16-40mm 45%BEUGEL-AUTOMAAT10%RICHTMACHINE AUTOMATISCHEKNIPINSTALLATIE45%45%AUTOMATISCHEBUIGMACHINES40%dunnere staaf;;::: 0,47 0 k van de dikke-re staafbedragen;- voor staven met kenmiddellijn ;;::: 25mm, dient de kenmiddellijn van de teverbinden eventueel dunnere staaf;;:::10 mm te bedragen;- staven met kenmiddellijn < 6 mmmogen uitsluitend worden toegepastin gepuntlaste wapeningsnetten.RECHT25%In KOMO-gecertificeerde wapenings-I - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - j centrales wordt het hechtlassen uitge-voerd door gekwalificeerde lassers. Pe-riodiek wordt de kwaliteit van het las-'------------------------------------' werk gecontroleerd.EINDPRODUKT GEBOGEN10%GEBOGEN40%RECHT25%2 MateriaalstroolIl in een wapeningscentraleven van warmte naar de schil, snelleraf-koelen dan in de buitenlucht, waardoorook hier een f~nkorrelige structuurontstaat.Als gevolg van het beschreven procesworden de treksterkte en de vloeigrensverhoogd ten opzichtevanvolledig in delucht afgekoeld materiaal.Tempcore wapeningsstaalsoorten kun-nen zonder problemen worden terug-gebogen (NEN-6722 art. 9.3.3).Prefabricage op de bouwplaatsDe wellicht meest voorkomende ma-nier van prefabricage is het buiten debekisting vlechten van de wapening.Hierbij wordt de wapening op tradi-tionelewijze naast ofboven de bekistinggevlochten en vervolgens op haar plaatsgebracht. De reden hiervoor is veelal hetvergroten van de bereikbaarheid van dewapening. De wapening wordt ook welvan tevoren gevlochten wanneer ersprake is van repetitie van bepaalde ele-menten, ofom het vlechten van de wa-pening van het kritieke pad afte halen.Bij eendergelijkevormvanprefabricagemoet worden gestreefd naar een zo mi-nimaal mogelijk transport van de ge-vlochten wapening, omdat de korfwei-nig stevigheid biedt.Prefabricage in eenwapeningscentraleIn een groot aantal wapeningscentralesworden wapeningsconstructies gepre-fabriceerd. De omstandigheden zijndaarvoor zeer geschikt. Verdere voorde-len zijn:- knip- en buigfaciliteitenzijn directbijde hand;- de arbeidsomstandigheden zijn beterdan die op de bouwplaats;- het werk is niet weersafhankelijk;- het arbeidspotentieel kan beter wor-den benut.Het belangrijkste nadeel van prefabri-ceren in een wapeningscentrale is welhet transport naar de bouwplaats. Hetgrootste deel van een wapeningskorf isCement 1992 nr. 10lucht,waardoor devrachtwagens eenla-ge beladingsgraad hebben en het trans-port van korven aanmerkelijk duurderis dan dat van losse staven.Wapening voor prefab betonelementenwordt veelal geprefabriceerd. In ver-band met de vereiste maatvastheid endemogelijkheid tot transport (vaak alleenintern transport),wordtdewapening al-tijd gelast. De wapening moet extra ste-vigheid bezitten om bestand te zijn te-gen intensieftrillen van de betonspecie(triltafels).HechtlassenIn de meeste wapeningscentrales wordtgelast volgens het MIG/MAG-principe.Een afsmeltende elektrode in de vormvan een continu toegevoerde draad,loopt door het laspistool waarin eeninert!actiefgas de draad beschermt. Hetgas stroomtlangs de contactbuis om de-ze te koelen.De keuzevan het te gebrui-ken gas is afhankelijk van het materiaal.Voor wapeningsstaal wordt meestal eenmengsel van argon en koolzuurgas ge-bruikt. Bij het MIG/MAG-lassen wordteen lastoestel gebruikt met een zoge-naamde vlakke karakteristiek, dat wilzeggen de afstand van de elektrode totde staafhoeft niet constantte zijn; kleinevariaties zijn mogelijk. Het toestel heefteen zelfregelende werking, waarbij debooglengte constant blijft.In de nieuwe BRL K 713/03 wordt dekenmiddellijnverhouding voor hecht-lasverbindingen omschreven. Omdattegenwoordig dewapeningvoorbalken,korven en kolommen veelal als gelasteprefab constructies wordt geleverd, vol-genhiernogmaals de spelregelsvoorde-ze smeltlasverbindingen:- voor staven met kenmiddellijn :::; 14mm, moet de kenmiddellijn van dedaarmee door middel van smeltlassente verbinden eventueel dunnere staaf;;::: 0,57 0 k van de dikkere staafbedra-gen;- voor staven met kenmiddellijn > 14mm en < 25 mm, moet de kenmid-dellijn van de te verbinden eventueel~APENUNGSCENTRALEDoor de verschuiving van het knip- enbuigwerk aan betonstaal van buitennaar binnen, zijn de ontwikkelingen opmachinegebied zo ver gevorderd datbe-tonstaal vanaf rol of staaf volledig metCAM-machines (Computer AidedManufacturing) geknipt en gebogenkan worden.De ideale wapeningscentrale (fig. 1en 2)heeft minimaal drie machinelijnen.Uitgangspunt is dat de kenmiddellijnen16 t.m.40 mm vanuit 12 en/of14mlan-ge staven worden geknipt en de ken-middellijnen t.m. 12 mm uit rollenwor-den gericht.Alle machines zijn on-line gekoppeldmet de buigstatencomputer. Deze com-puter leest de buigstaatgegevens in diede constructeur op bijvoorbeeld eenfloppy heeft aangeleverd. Op basis vandie gegevens wordt de buigstaat aange-maakt, worden de machines gese-lecteerd en kan de produktie wordengeoptimaliseerd. De machines wordenon-line van gegevens voorzien, zodathandmatige invoerop dewerkvloer nietmeer nodig is. Ten slotte wordt de voor-raad afgeboekt en kan de factuur wor-den aangemaakt (foto 3).IConstructeur II- BuigstaatgegevensIInlezen buigstaat IIIAanmaken machinegegevens IIlProduktieIIIAfboeken voorraad IIIAanmaken factuur IAutom.atische kniplijnVoorhetknippenvanbetonstaal bestaantwee systemen.1. Het stationaire systeem, waarbij deslagschaar een vaste opstelling heeft en43IUITVOERINGSTECHNIEKde te knippen staven naar de schaarwor-den toegebracht. Dit systeem is uiter-mate geschikt voor grote series (foto 4).2. Het beweegbare systeem, waarbij deslagschaar ge?ntegreerd is in een rollen-baan die op rails langs de te knippenvoorraadstaven rijdt. Dit systeem is ge-schikt voor kleinere series.RichtmachineIn een richtmachine wordt het beton-staal vanafeen rol door middel van eenrotor en!ofrollen, gestrekt en daarna oplengte geknipt (foto's 5 en 6). Er zijn mo-menteel ook richtmachines op de marktdie zijn voorzien van buigdoornen, zo-datindezelfde procesganghetmateriaalgebogen kan worden.De meeste richtmachines kunnen deIWAPENINGkenmiddellijn 6 t.m. 14 mm verwerken. 1 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1BeugelautomatenVoor het knippen en buigen van kortelengtes is een automatische knip-buig-machine in de handel. De machinewerkt dubbeldraads vanaf rol en knipten buigtin ??n procesgang hetmateriaal(foto 7). De machine is speciaal geschiktvoorbeugels, haarspelden enstekeindenin de kenmiddellijnen 6 t.m. 14 mmoAutomatische buigbankDe te buigen staven worden via rollen-banen op de automatische buigbank ge-bracht. De gegevens van de te buigenstaven zoals lengten en buighoeken, zijnvia de buigstatencomputeron-line in demachine gevoerd, zodat het alleen nogmaar een kwestie is om dejuiste aantal-len in de machine te leggen (foto 8).Ten slotte worden alle produktiesvlechtvriendelijk gebundeld en voor-zien van duidelijke, goed te onderschei-den labels, zodat met een minimum aanuren gevlochten kan worden.KwaliteitsborgingssysteemKwaliteitszorg is een voorwaarde voorhet effici?nt functioneren van een on-derneming. Ook in de bouw, waar spra-ke is van een groot aantal deelprocessen,die bovendien zijn ondergebracht bijverschillende organisaties, speelt kwali-teitszorg een steeds grotere rol.Wil meneen kwalitatiefhoogwaardig bouwpro-ces krijgen, dan dient er afstemming tezijn tussen alle deelprocessen. Ditis mo-gelijk als elk deelproces duidelijk is be-schreven.Het kwaliteitsbeleid van een wape-ningscentrale is gericht op het effectieffunctioneren van de gehele organisatie,zodanig dat het geleverde produkt aanalle gestelde eisen voldoet.Hiertoe heeft de wapeningscentrale de 5kwaliteit van haar werk gewaarborgd. Afloop richtmachine44 Cement 1992 nr. 108 Dubbele buigbankCement 1992 nr. 10Het gehele proces is systematisch be-schreven in het kwaliteitshandboek. Deorganisatie is opgeleid in dit kwali-teitszorgproces.Het KOMO-certificaat van de wape-ningscentrales is de verzekering dat uit-sluitend KOMO-gecertificeerd wape-ningsstaal wordtverwerkt en dat dewij-ze van materiaalverwerking voldoet aande certificaateisen.Daarna kan het laatste deel van het ver-werkingsproces, het vlechten, ook wor-den beschreven. In het gehele kwali-teitsborgingsproces wordt een grootdeel van de controle- en toezichttaakdoor de wapeningscentrale zelf uitge-voerd. Tijdens het proces worden steek-proeven genomen om eventuele foutenin een zo vroeg mogelijk stadium teconstateren. Op deze wijze wordt ge-streefd naar een snelle en foutloze leve-nng.Door investeren en automatiserenwordt eenverdere kwaliteitsverbeteringbereikt van het te leveren produkt. Deaannemer is, ook in de toekomst, verze-kerd van een goed produkt, compleetgeleverd in de bekisting.45



Reacties