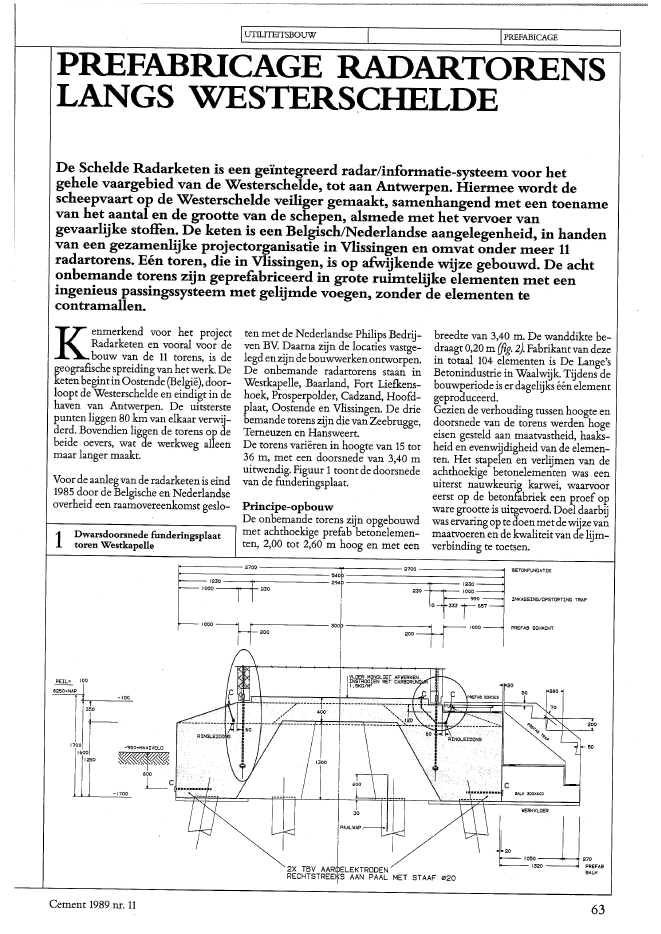
IUTILITEITSBOUW I IPREFABICAGEPREFABRICAGERADARTORENSLANGS WESTERSCHELDEDe Schelde Radarketen is een ge?ntegreerd radar/informatie-systeem voor hetgehele vaargebied van de Westerschelde, tot aan Antwerpen. Hiermee wordt descheepvaart op de Westerschelde veiliger gemaakt, samenhangend met een toenamevan het aantal en de grootte van de schepen, alsmede met het vervoer vangevaarlijke stoffen. De keten is een Belgisch/Nederlandse aangelegenheid, in handenvan een gezamenlijke projectorganisatie in Vlissingen en omvat onder meer 11radartorens. E?n toren, die in Vlissingen, is op afwijkende wijze gebouwd. De achtonbemande torens zijn geprefabriceerd in grote ruimtelijke elementen met eeningenieus passingssysteem met gelijmde voegen, zonder de elementen tecontramallen.breedte van 3,40 m. De wanddikte be-draagt 0,20 m (fig. 2). Fabrikant van dezein totaal 104 elementen is De Lange'sBetonindustrie in Waalwijk. Tijdens debouwperiodeis er dagelijks ??n elementgeproduceerd.Gezien de verhouding tussen hoogte endoorsnede van de torens werden hogeeisen gesteld aan maatvastheid, haakS-heid en evenwijdigheid van de elemen-ten. Het stapelen en verlijmen van deachthoekige betonelementen was eenuiterst nauwkeurig karwei, waarvooreerst op de betonfabriek een proef opware grootte is uitgevoerd. Doel daarbijwas ervaringop tedoenmetdewijzevanmaatvoeren en de kwaliteit van de lijm-verbinding te toetsen.ten met de Nederlandse Philips Bedrij-ven BV. Daarna zijn de locaties vastge-legd enzijn de bouwwerkenontworpen.De onbemande radartorens staan inWestkapelle, Baarland, Fort Liefkens-hoek, Prosperpolder, Cadzand, Hoofd-plaat, Oostende en Vlissingen. De driebemande torens zijn die van Zeebrugge,Terneuzen en Hansweert.De torens vari?ren in hoogte van 15 tot36 m, met een doorsnede Van 3,40 muitwendig. Figuur 1 toont de doorsnedevan de funderingsplaat.Voor de aanleg van de radarketen is eind1985 door de Belgische en Nederlandseoverheid een raamovereenkomst geslo-Kenmerkend voor het project.? Radarketen en vooral voor debouw van de 11 torens, is degeografische spreiding van hetwerk. Deketenbegintin Oostende (Belgi?), door-loopt de Westerschelde en eindigt in dehaven van Antwerpen. De uitsterstepunten liggen 80 km van elkaar verwij-derd. Bovendien liggen de torens op debeide oevers, wat de werkweg alleenmaar langer maakt.Principe~opbouwDe onbemande torens zijn opgebouwdf'--l--Dw--a~rs-d-o-o-rs-n-e-d-e-fu-n-d-e-r-in-g~sp-l-a-a~t---, met achthoekige prefab betonelemen-toren Westkapelle ten, 2,00 tot 2,60 m hoog en met eeh1000~I I 2002700 t~~~--2700 --------11230=rt~~~~~~::,-------~--I---12301000 ~ 230 230 .. 1000?990fa .. 3331657- 3 0 0 , -~200=tr1000BETONFUNDATIEINKASSING/OPSTORTING TRAPPREFAB SCHACHT~IOO-1700PEIL'" 1008250+-NAP3~170011&001'250-'950"MAAIVELD~~~~600L C~?????,?????/o.PAALWAP.I ' I2X TBV AARjELEKTRDDENRECHTSTREE S AAN PAAL MET STAAF 020200Cement 1989 nr. 11 63Montage en verbindingHet stellen van de elementen is in eenaantal stappen te beschrijven. Per dagwerden 3 tot 4 elementen op hun plaatsgebracht. In het kort was de operatie alsvolgt:fase 2. Met behulp van een stelframewerd het automatische loodinstrumentop het element geplaatst (fig. 4). Het in-strument werd vervolgens exact bovenhet basispunt gemanoeuvreerd. Met be-hulp van een afstandstaaf kon aanvoeringsplan opgezet. Op basis van ditmaatvoeringsplan zijn aan de betonfa-briek eisen voorgelegd met betrekkingtot de nauwkeurigheid van de fabricagevan de elementen.Foto's: Studio Gideonse, Veere en HBMVan Geelfase 1.Heteerste elementwerd exactver-ticaal op de fundering geplaatst, ophoogte gesteld en aangegoten metkrimpvrije morteL Op de funderingwerden twee basispunten gemarkeerd(fig. 3).260was het bereiken van een goede water-kering, naast de constructieve werking.Er is bijzondere meetapparatuur ge~bruikt voor het meten van haaksheid enevenwijdigheid.De bouwkundige aannemer Holland-sche Beton Mij. BV en zijn Utiliteits-bouw Ontwikkelingsbureau (UaB)hebben, in samenwerking metddr.P.A]. van Hoof, vooraf een maat-150IPREFABRICAGE-----------3~0996 14 8 996200?I'00879 879209 99 20980 800879I200996De eerste elementen die op de funde-ring werden geplaatst en de bovensteelementen van de torens hadden afwij-kende hoogten. Daartoe was de malwaarinalle elementenzijn gestort,voor-zien van een in hoogte verstelbare bo~demo De vereiste hoogte van de torenswerd bereikt door aanpassing van hetaantal elementen.Het doel van de naUwe voeg en de lijm,T202080258087934001408 A1-+--+---+ - j - - - - -~-~300012421996 ~-----r---~:l~----"--'t-- 996200 -I___-l-------j---- 30 0 -----f----~I___+ 200879 ~---j-l---- 12,2 ---++- 8792Aanzicht en doorsnedetorenelementIUTILITEITSBOUW64 Cement 1989 nr. 118 Voegband met lijmGedurende de eerste werkdag werden 3tot 4- elementen op deze wijze gestapeldweerszijdenvan het loodinstrumenteenmaatstreepje op de elementwand wor-den aangegeven. Bij het andere basis-punt werd dezelfde procedure gevolgd.fase 6. Het nieuwe element werd op destelbouten van het onderliggende ele-ment gezet. De plaatsingsapparatuurwerd door middel van bouten in inge-storte schroefhulzen, aan beide elemen-ten bevestigd (foto 9).Door met stelpennen in de gaten van deplaatsingsapparatuut te wrikken, konhet bovenste element zodanig wordenverplaatst, dat de in de fabriek aange-brachte driehoekige merktekens aan deonderkant van het bovenste elementzich exact boven de streepjes (zie fase 2)van het onderliggende element bevon~den.fase3. Het automatische~aterpasinstrument werd op een console binnen hetelement geplaatst (!?:to 5). Instelling ge-schiedde op het hoogste puntvan de bo-venzijde van het element.De gehele bovenzijde werdgecontro-leerd op de meetgegevens van de fa-briek. De aan de voegen gestelde en ge-controleerde eis liet een maximale af-wijking van 4- mm toe.Vervolgens werd het waterpasinstru-ment 2 ll1ll omhoog gedraaid op de vanschroefdraad voorziene console.Hiernawerden drie stelbouten op hoogte ge-draaid (foto 6). De lijmvoeg werd aldusminimaal 2 en maximaal 6 mm dik.4Op element bevestigd automatischloodinstrument; met de maatstokworden merkstreepjes op debinnenwand van het element gezet3 Schematische voorstelling eersteelement op fundatie, plaats van debasispuntenfase 5. Meteenstelframewerd eennieuwelement opgepakt. De drie hijspuntendaarvan werden bevestigd op de plaat-sen waar later de stelbouten van fase 3zouden worden geplaatst. Door bijstel-len van elk hijspunt, met behulp van eenlang waterpas, werd het element aan de~ ------------~ bovenzijde zuiver horizontaal in de r-------------------II ~=======~===:::::~----_4 kr h 7 Voegband en ringvormige bandjesI- aan ge angen. rondom de voorspangatenfase 4. Op de bovenzijdevan het elementwerd op 22 mm van de buitenzijde eenvoegband aangebracht, alsmede eenringvormige band om de voorspan-openingen (foto 7). Deze band werd aan-gebracht om uitlopen van lijm aan debuitenzijde van de torens en in despankanalen te voorkomen. Bij monta-ge uitlopende lijm kon aan de binnen-zijde worden afgewerkt.De lijm werd beginnend met de diktevan de voegband naar binnen toe aflo-pend aangebracht (fig. 8). De hoeveel-heid was experimenteel vastgesteld envulde de voeg volledig nadat het nieuwe~~-r-~~~~--~-~-~----l element er bovenop was gesteld.Cement 1989 nr. 11 65Deelnemende bedrijvenOpdrachtgevers: DGSM (Directoraat-Generaal ScheepvaartenMaritieme Za-ken) 's-Gravenhage en BZB (BestuurZeewezen en Binnenvaart), Belgi?.General contractor: Ned. Philipsbedrij-ven bv, Projectenbureau MaritiemeVerkeerbegeleiding, 's-Gravenhage.Ontwerp: Inter Engineering bv, PhilipsEindhoven.Aannemers: HollandscheBetonMij.BV(HEM kantoor Rotterdam en Kwali~teitsadvisering Rijswijk) in samenwer-king met CEl, Brussel.Prefab elementen: De Lange's Beton,Waalwijk.De elementen zijn uitgevoerd inschoon, glad, grijs beton, opgeslagen engetransporteerd in dezelfde positie alsde montage in het werk. Het transportgeschiedde per dieplader, waarbij drieelementen tegelijk werden vervoerd.trole op alle onderdelen uitgevoerd, zo-wel wat mengselsamenstelling betreftals wapening, bekisting, fabricage, na-behandeling en opslag, maatcontrole enkubusresultaten.Een duidelijke rappor-tage vormde hiervan een terugkerendonderdeel.De betonkwaliteit was B 45, 340 kghoogovencement .klasse B per m3, mi-lieuklasse 4, zetmaat 60 ~ 90 mmoIn totaal zijn 104 elementen gemaakt,verdeeld over 16 elementtypen; figuur12 toont de verdeling per toren.P.L.SpitsIPREFABRICAGEMaatvoering en voorbereidingIn nauw overleg tussen fabrikant enaannemer, met een duidelijk werkplanen vooraf overeengekomen kwaliteits-controle, is de produktie ter hand geno-men. Daarbij is voortdurend een con-(foto 10)en werden de voorspanstaven inde uitgespaarde gatenvan de elementenaangebracht. Voordat de volgende daghet werk werd hervat, was de lijm in devoegen verhard.De tweede dag werden de stelboutentussen de elementen losgedraaid en konde voorspanning worden aangebracht(foto 11). Vervolgens werden in de loopvan deze dag opnieuw 3 tot 4 elementengestapeld.Spannen van de voorspanstaven11In de derde dag werd opnieuw na hetlosdraaien van de stelmoeren de voor-spanning aangebracht, volgens een te-voren vastgesteld schema.1---~~~~~~~~~~~---1 Afhankelijk van de torenhoogte volgdehet aanbrengen van meer elementen,danwel de bordessen (merk D). De bor-deselementen van 5,40 m breedte zijnals aparte elementen in twee delen uit-gevoerdinverbandmet transportbeper-kingen. Daarop volgde een normaal ele-ment (merkE) en tot slot (dag 5) volgdehet aanbrengen van de voorspanning ophet hoogste niveau en het plaatsen vantopelement F.Spansparingenen koppelsparingen aan~storten met krimpvrije mortel en ??ndag later het injecteren van alle kanalenvormde het sluitstukvan demontage enbouw.Dank zij een goede maatvoering en or- .ganisatie is de maatvoering bij de mon-tage van de torens zonder problemenverlopen.IUTILITEITsBOUW66 Cement 1989 nr. 11



Reacties