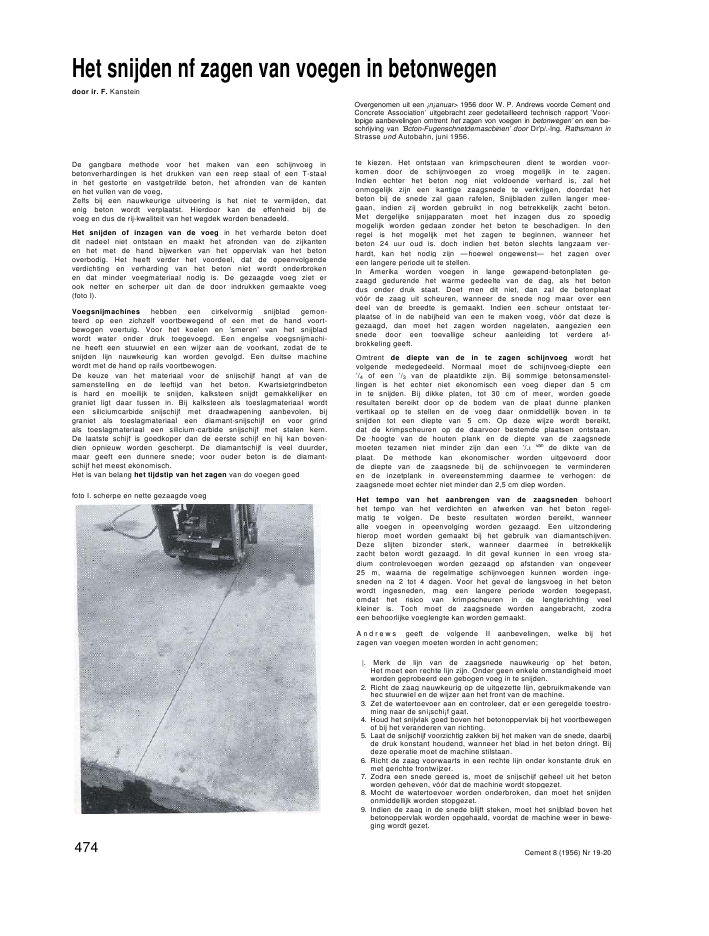
Het snijden nf zagen van voegen in betonwegendoor ir. F. KansteinDe gangbare methode voor het maken van een schijnvoeg inbetonverhardingen is het drukken van een reep staal of een T-staalin het gestorte en vastgetrilde beton, het afronden van de kantenen het vullen van de voeg,Zelfs bij een nauwkeurige uitvoering is het niet te vermijden, datenig beton wordt verplaatst. Hierdoor kan de effenheid bij devoeg en dus de rij-kwaliteit van het wegdek worden benadeeld.Het snijden of inzagen van de voeg in het verharde beton doetdit nadeel niet ontstaan en maakt het afronden van de zijkantenen het met de hand bijwerken van het oppervlak van het betonoverbodig. Het heeft verder het voordeel, dat de opeenvolgendeverdichting en verharding van het beton niet wordt onderbrokenen dat minder voegmateriaal nodig is. De gezaagde voeg ziet erook netter en scherper uit dan de door indrukken gemaakte voeg(foto I).Voegsnijmachines hebben een cirkelvormig snijblad gemon-teerd op een zichzelf voortbewegend of een met de hand voort-bewogen voertuig. Voor het koelen en 'smeren' van het snijbladwordt water onder druk toegevoegd. Een engelse voegsnijmachi-ne heeft een stuurwiel en een wijzer aan de voorkant, zodat de tesnijden lijn nauwkeurig kan worden gevolgd. Een duitse machinewordt met de hand op rails voortbewogen.De keuze van het materiaal voor de snijschijf hangt af van desamenstelling en de leeftijd van het beton. Kwartsietgrindbetonis hard en moeilijk te snijden, kalksteen snijdt gemakkelijker engraniet ligt daar tussen in. Bij kalksteen als toeslagmateriaal wordteen siliciumcarbide snijschijf met draadwapening aanbevolen, bijgraniet als toeslagmateriaal een diamant-snijschijf en voor grindals toeslagmateriaal een silicium-carbide snijschijf met stalen kern.De laatste schijf is goedkoper dan de eerste schijf en hij kan boven-dien opnieuw worden gescherpt. De diamantschijf is veel duurder,maar geeft een dunnere snede; voor ouder beton is de diamant-schijf het meest ekonomisch.Het is van belang het tijdstip van het zagen van do voegen goedfoto I. scherpe en nette gezaagde voegOvergenomen uit een ?n?anuar> 1956 door W. P. Andrews voorde Cement ondConcrete Association' uitgebracht zeer gedetailleerd technisch rapport 'Voor-lopige aanbevelingen omtrent het zagen von voegen in betonwegen' en een be-schrijving van 'Bcton-Fugenschnetdemascbinen' door Dr'p/.-Ing. Rathsmann inStrasse und Autobahn, juni 1956.te kiezen. Het ontstaan van krimpscheuren dient te worden voor-komen door de schijnvoegen zo vroeg mogelijk in te zagen.Indien echter het beton nog niet voldoende verhard is, zal hetonmogelijk zijn een kantige zaagsnede te verkrijgen, doordat hetbeton bij de snede zal gaan rafelen, Snijbladen zullen langer mee-gaan, indien zij worden gebruikt in nog betrekkelijk zacht beton.Met dergelijke snijapparaten moet het inzagen dus zo spoedigmogelijk worden gedaan zonder het beton te beschadigen. In denregel is het mogelijk met het zagen te beginnen, wanneer hetbeton 24 uur oud is. doch indien het beton slechts langzaam ver-hardt, kan het nodig zijn --hoewel ongewenst-- het zagen overeen langere periode uit te stellen.In Amerika worden voegen in lange gewapend-betonplaten ge-zaagd gedurende het warme gedeelte van de dag, als het betondus onder druk staat. Doet men dit niet, dan zal de betonplaatv??r de zaag uit scheuren, wanneer de snede nog maar over eendeel van de breedte is gemaakt. Indien een scheur ontstaat ter-plaatse of in de nabijheid van een te maken voeg, v??r dat deze isgezaagd, dan moet het zagen worden nagelaten, aangezien eensnede door een toevallige scheur aanleiding tot verdere af-brokkeling geeft.Omtrent de diepte van de in te zagen schijnvoeg wordt hetvolgende medegedeeld. Normaal moet de schijnvoeg-diepte een'/4 of een '/3 van de plaatdikte zijn. Bij sommige betonsamenstel-lingen is het echter niet ekonomisch een voeg dieper dan 5 cmin te snijden. Bij dikke platen, tot 30 cm of meer, worden goederesultaten bereikt door op de bodem van de plaat dunne plankenvertikaal op te stellen en de voeg daar onmiddellijk boven in tesnijden tot een diepte van 5 cm. Op deze wijze wordt bereikt,dat de krimpscheuren op de daarvoor bestemde plaatsen ontstaan.De hoogte van de houten plank en de diepte van de zaagsnedemoeten tezamen niet minder zijn dan een '/. vande dikte van deplaat. De methode kan ekonomischer worden uitgevoerd doorde diepte van de zaagsnede bij de schijnvoegen te verminderenen de inzetplank in overeenstemming daarmee te verhogen: dezaagsnede moet echter niet minder dan 2,5 cm diep worden.Het tempo van het aanbrengen van de zaagsneden behoorthet tempo van het verdichten en afwerken van het beton regel-matig te volgen. De beste resultaten worden bereikt, wanneeralle voegen in opeenvolging worden gezaagd. Een uitzonderinghierop moet worden gemaakt bij het gebruik van diamantschijven.Deze slijten bizonder sterk, wanneer daarmee in betrekkelijkzacht beton wordt gezaagd. In dit geval kunnen in een vroeg sta-dium controlevoegen worden gezaagd op afstanden van ongeveer25 m, waarna de regelmatige schijnvoegen kunnen worden inge-sneden na 2 tot 4 dagen. Voor het geval de langsvoeg in het betonwordt ingesneden, mag een langere periode worden toegepast,omdat het risico van krimpscheuren in de lengterichting veelkleiner is. Toch moet de zaagsnede worden aangebracht, zodraeen behoorlijke voeglengte kan worden gemaakt.A n d r e w s geeft de volgende II aanbevelingen, welke bij hetzagen van voegen moeten worden in acht genomen;|. Merk de lijn van de zaagsnede nauwkeurig op het beton,Het moet een rechte lijn zijn. Onder geen enkele omstandigheid moetworden geprobeerd een gebogen voeg in te snijden.2. Richt de zaag nauwkeurig op de uitgezette lijn, gebruikmakende vanhec stuurwiel en de wijzer aan het front van de machine.3. Zet de watertoevoer aan en controleer, dat er een geregelde toestro-ming naar de sni?schi?f gaat.4. Houd het snijvlak goed boven het betonoppervlak bij het voortbewegenof bij het veranderen van richting.5. Laat de snijschijf voorzichtig zakken bij het maken van de snede, daarbijde druk konstant houdend, wanneer het blad in het beton dringt. Bijdeze operatie moet de machine stilstaan.6. Richt de zaag voorwaarts in een rechte lijn onder konstante druk enmet gerichte frontwijzer.7. Zodra een snede gereed is, moet de snijschijf geheel uit het betonworden geheven, v??r dat de machine wordt stopgezet.8. Mocht de watertoevoer worden onderbroken, dan moet het snijdenonmiddellijk worden stopgezet.9. Indien de zaag in de snede blijft steken, moet het snijblad boven hetbetonoppervlak worden opgehaald, voordat de machine weer in bewe-ging wordt gezet.474 Cement 8 (1956) Nr 19-2019. Moet aan zaagsnede opnieuw worden begonnen o( voortgezot, dandient extra zorg te worden besteed om een snijblad perfekt in de rich-ting van de gemaakte snede te stellen.11, Na het voltooien van de zaagsnede moet hot zaagsel uit de voeg en vande betonverharding af worden geveegd en moet de voeg worden be-schut tegen het daarin terecht komen van zand, steentjes, enz. Eeneenvoudige methode bestaat hierin, dat de gesneden voeg van bovenwordt gevuld met een touw. Dit kan gemakkelijk worden verwijderd.wanneer de voegvulling zal worden aangebracht.De zaagsnelheid zal afhangen van de aard van het toeslagmate-riaal en van de hardheid van het beton. Ook de hardheid van hettoeslagmateriaal zal de snelheid be?nvloeden, d.w.z. kalksteen alsonderdeel van het beton kan zeer hard of vrij zacht zijn.De volgende gegevens omtrent het snijden van een 5 cm diepevoeg kunnen als maatstaf en voorbeeld dienen:Het voegvulmateriaal moet van een zodanige viscositeit zijn,dat de gesneden voeg nauwkeurig wordt gevuld. Het onder drukaanbrengen van het voegvulmateriaal met een nauwe spuit isdaarbij nodig. Ook is het mogelijk een te voren gereedgemaaktevoegvulreep aan te brengen.Het vullen van de voegen moet niet geschieden, voordat het betondroog is geworden, tenzij een koud voegvulmateriaal wordt ge-bruikt.De voegen moeten'tot op ongeveer 3 mm onder de betonverhar-ding worden gevuld teneinde te voorkomen, dat het vulmateriaalbij het uitzetten van de platen boven het beton wordt uitgedre-ven. Enig overbodig materiaal moet direkt na het vullen van devoegen worden weggenomen. Een goede methode is het aan devoeg aansluitend betonoppervlak met een kwast in te smerenmet een waterige kalk- of leempap, waardoor het aanhechten vanovertollig voegvulmateriaal aan het beton wordt voorkomen.In Engeland worden tegenwoordig slechts twee typen beton-zaagmachines toegepast:1. clipperzaag geleverd door Clipper Manufactury Co., Ltd.,107 Barkley Road, Leicester (foto 2),2. A.B.G.-zaag (duits fabrikaat) geleverd door . . Johnson(Machinery) Ltd., Adswood Road, Stockport, Cheshire.De kosten van het zagen kunnen sterk vari?ren afhankelijk vanhet soort beton, de leeftijd van het beton, het type zaagmachineen de grootte en de plaats van het werk. Slijtage van het snijbladvormt slechts een deel van de kosten, hoewel een belangrijk deel.Huur of aankoop van het materieel, toevoer van water en arbeids-lonen mogen ook niet worden vergeten.De kosten van de gezaagde voeg ?n het a/gemeen zijn hoger dan dievan de op conventionele wijze gemaakte voegen, doch aangezien hetzagen van voegen continu-werk mogelijk maakt, zal het tenslottekunnen leiden tot een algehele ekonomie in de machinale bouwwijzevan betonwegen. In elk geval zal een aanzienlijke besparing op hetvoegvulmateriaal worden bereikt.Behalve de schijnvoegen kunnen ook de uitzetvoegen wordengezaagd, nadat de nauwkeurig vertikaal gestelde voegvulling-plank is aangebracht tot op ongeveer 2 cm onder het betonopper-vlak. Wanneer het beton is verhard, kunnen zaagsneden nauw-keurig aan weerszijden van de vulling worden gemaakt en kanhet daar tussen gelegen beton worden verwijderd. Daarna kanhet voegvulmateriaal worden aangebracht.Voor het geval de betonplaat gewapend is en het wapenings-staal bij de schijnvoegen doorgaat, dient er zorg voor gedragente worden, dat de wapening zo diep is gelegd, dat het voegsnij-blad daar vrij van blijft.Indien de betonverharding uit twee of meer rijstroken be-staat, dienen de dwarsvoegen over de volle breedte van de rijbaante worden aangebracht. Zouden de voegen in dwarsrichting ver-springen, dan zou dat bij de langsvoeg aanleiding tot scheurvor-ming kunnen geven.Wanneer voor kabels of buizen niet onder de betonverhardingkan worden doorgeboord, doch een dwarse doorbraak nodig mochtzijn, dan kunnen twee zaagsneden, elk diep 5 cm, in het betonworden aangebracht. Het overige beton kan op de normale wijzeworden opgebroken. De strakke gesneden begrenzingen van dedoorsnijding zullen na het weer aanbrengen van nieuw beton alsnauwelijks zichtbare voegen overblijven.Kort voor het ter perse gaan_van deze bewerking van het rapportvan Andrews ontving de redaktie van?de 'Cement and ConcreteAssociation' een tweede door L. O. Southin uitgebracht naderrapport over het zagen van voegen in betonwegen en vliegveld-verhardingen. Dit tweede rapport opent geen nieuwe gezichts-punten. Het heeft betrekking op tussen maart en december I95Sgenomen? proeven met een amerikaanse machine met engelsesnijbladen.De voegen werden gezaagd in beton met kalksteen, graniet_ofgrind als toeslagmateriaal. Over het algemeen waren de gesnedenvoegen 5 cm diep.Van belang is de mededeling, dat beton samengesteld uit grindvan de Theemsvallel het moeilijkst was te zagen, doch dat ditbeton ekonomisch kon worden gezaagd met een siliciumcarbidesnijschijf met stalen kern binnen 48 uur na het aanbrengen.Betonvoegensnijmachines worden door Dipl.-Ing. E. Raths-mann uitvoerig beschreven in 'Strasse und Autobahn' van juni1956, Heft 6. Hieraan Is het volgende ontleend.Ook in Duitsland worden met betonvoegsnijmachines in reedsverhard beton van autowegen en startbanen op vliegvelden uitzet-en schijnvoegen gesneden. In het bizonder worden op deze wijzeschijnvoegen gemaakt, breed ongeveer 8 mm en 40 tot 60 mmdiep. Men spreekt van betonvoegens/ijp- of betonvoegenzoag-machines. Het snijapparaat bestaat meestal uit een schijf metstalen kern met een opgeperste bekleding van siliciumcarbideof een diamantboortschijf van 300 tot 500 mm middellijn. Schijvenmet stalen kern kunnen na het afslijten weer worden vernieuwd.Hun omtreksnelheid bedraagt 30 tot max. 45 m/sec. Het snij-resultaat is in bizondere mate afhankelijk van de ouderdom vanhet beton, soort en hardheid van de toeslagstoffen en hun korrel-grootte alsmede van de waterkoeling van het apparaat. De slijtageis zeer groot, wanneer het apparaat gedurende de voortbewegingniet overvloedig met water wordt gekoeld. De waterstraal moetvooral de snijvlakken van de schijf treffen om deze van het zichdaarop vastzettend betonzaagsel te reinigen. Slechts op deze wijzekan een goed resultaat worden verkregen. Bovendien zal door dewatertoevoer de warmte-ontwikkeling in de snede zodanigworden beperkt, dat een overmatig verhitten en daardoor ver-branden van het bindmiddel met zekerheid wordt vermeden.Zonder die watertoevoer zal de snijschijf buitensporig hard af-slijten. Indien op het werk geen waterleidingaansluiting voor-handen is, moeten grote verplaatsbare waterreservoirs wordenmeegevoerd. Koelwaterpompen voor de watervoorziening meteen druk van ongeveer 2 tot 3 at worden meestal op verzoek bijde snijmachines geleverd.Door een kleine hoeveelheid natronloog aan het koelwater toete voegen zou een aanmerkelijke verhoging van de levensduurvan de schijven met stalen kern kunnen worden bereikt.Bij alle voegsnijmachines zakken de schijven of de zaagbladengeleidelijk in de voegsnede. Zij hebben steeds geleiderails om eenzuiver rechte voegsnede te bereiken. De schijven moeten nauw-keurig in de bewegingsrichting van de machine worden gestelden gehouden, aangezien zij anders langzamer snijden en snellerafslijten. De lagering moet zeer praktisch en zeer stabiel zijn.Omtrent het nuttig effekt van voegsnijmachines en hetstroomverbruik wordt het volgende meegedeeld. Met 3 voeg-snijmachines (Stahlkernscheibe Type H?rte B5, 0 400 mm) van deFirma Fichert & Winterling werd bij 41 000 m langs- en dwars-voegen, 8 mm breed en 40--60 mm diep, een snelheid van 15 m/hbereikt, terwijl de levensduur van de schijven op 30,5 m werdbepaald. De gemiddelde belasting van de elektromotoren bij380 V draaistroom bedroeg daarbij 26 tot 34 A.Bij het snijden van langsvoegen in ongeveer 8 dagen oud betonkon bij dezelfde voegafmetingen en zonder rekening te houdenmet voorbereidingstijd een resultaat van 30 m/h worden bereikt,waarbij de belasting van de motoren 35 A bedroeg. Fichert &Winterling bevelen de-'typen B5 en L6 aan voor het snijden vanvoegen van 8 mm breed en 50 mm diep met 15--20 m/h bij0 300 m en met 25 m/h bij 0 400 mm. Eisenwerk Heusei geeftvoor hun carborundumsnijschijf van 0 400 mm als gemiddeldresultaat op 15 m/h. De dikte van de toegepaste snijschijven metstalen kern bedraagt ongeveer 5 tot 20 mm. Voor bizonder bredevoegen worden twee sneden naast elkaar gemaakt. De afslijtingvan de snijschijven mag in het algemeen niet meer dan 70 mmvermindering van de middellijn bedragen.Bij de snijschijven met stalen kern is het geregeld verwisselenvan de schijven enigszins ongemakkelijk en tijdrovend. Het ge-bruik van diamantboortschijven of diamantkorrel-zaagbladen iszeer duur en voor uitgesproken ruw werk niet aan te bevelen.Met een diamantboortschijf van Hahn & Kolb, Stuttgart, van0 400 mm worden 3,2 mm brede voegen gesneden; het resultaatervan is twee- tot driemaal zo groot als die van een snijschijf metstalen kern; het stroomverbruik is slechts half zo groot.Cement i (1956) Nr 19-30 475De G-vocgensnijmachine, type FS, geleverd door de Allge-meine Maschinen-Gesellschaft, B?singfeld (Lippe), is bij het ge-bruik van snijschijven van 0 300 en 0 350 mm af te stellen voorelke voegdiepte tot 80 mm; daarboven moeten grotere schijvenworden gebruikt. De machine loopt op rails, die op het wegdekstevig vast liggen. Voor het transport is de machine uitgerust metHet voegenslijpapparaat, type VJ8 van Dinglerwerke A.G.,Zweibr?cken & Wiesbach, met slijpschijven van 0 350 tot 0 450mm, laat snijdiepten toe van 0 tot 100 mm; diepere sneden zijnmogelijk met schijven van grotere diameter. De voortbeweginggeschiedt uit de hand.Het Eisenwerk Heusei, Bayreuth, maakt de voegzagen model485 en 482; model 485 is voor kleine voegdiepten en model482 is voor grotere voegdiepten bestemd. De Maschine-und Schleifscheiben Fabrik Hermann Hilmer, Witten a/d Ruhr,maakt de voegsnijmachines typen Flug 55, Flug 56 en Flug 56/650;F55 is het lichtste type, F56 is zwaarder, terwijl F56/650 is bestemdvoor reparatiewerk, waarbij de gehele dikte van de betonwegmoet worden doorgezaagd.NabeschouwingVolledige weergave van bovenstaande recente engelse en duitsemededelingen betreffende het zagen van voegen vindt voldoendemotivering in de bedoeling van de redaktie van dit tijdschrift omde lezers op de hoogte te houden van de ontwikkeling van debetonwegenbouw ook in het buitenland.Een kritische nabespreking zou aanleiding kunnen geven tot hetstellen van de vraag, of de nederlandse betontechnicus bij zijnangelsaksische collega in de leer behoeft te gaan en of niet veeleer--de kwantiteit en de kwaliteit van het nederlandse betonwegen-areaal in aanmerking genomen-- een relatie in omgekeerde zinbeter bij de werkelijkheid zou passen. De bekende massale toe-passing van beton op de duitse autowegen zal de lezer er gemak-kelijker toe brengen, het wellicht nog onwillige oor naar de zijdevan de germaanse betontechnicus te luisteren te leggen.De vraag, waarom bij de nederlandse betonwegenbouw het zagenvan voegen niet wordt toegepast, zal zeker moeten worden ge-steld en beantwoord. Daarbij zal mogen worden vastgesteld, datin Nederland de voegen en in het bizonder de schijnvoegen--waarom het hoofdzakelijk in de mededelingen van Andrews,S o u t h i n en Raths ma nn gaat-- in de betonverhardingen op eenzodanige wijze worden uitgevoerd, dat de behoefte aan het zagenvan die voegen niet meer wordt gevoeld.In zijn tweede, doorwrocht, artikel over Betonwegenbouw ?nNederland beschrijft ir. J. C. N. Ringeling in 'Cement' 7 (1955)Nr. 11-12 op blz. 286 en 294 de betekenis en het maken van deschijnvoegen. Op afb. 15 van dit artikel wordt de constructie vaneen schijnvoeg in 16 fasen figuratief voorgesteld. Duidelijk blijktdaaruit, hoe de schijnvoeg met een stalen mes wordt ingetrild(I--3), hoe de l| tot 2 mm dikke strook rubberoid wordtaangebracht (4--6), hoe het beton wordt bijgewerkt (6--15) enhoe tenslotte genoemde strook wordt afgestoken.De nederlandse schijnvoeg heeft dus praktisch geen groterebreedte dan Ij ? 2 mm. De kosten van het intrillen zijn niethoog, het aanbrengen van de 'voegvulling' is geen 'vraagstuk' ende gehele werkwijze is eenvoudig. Wie de nieuwe nederlandsebetonwegen berijdt, zal de schijnvoegen nauwelijks opmerken!Het zagen of snijden van schijnvoegen zal bij de nederlandse werk-wijze geen verbetering of bezuiniging betekenen. Het nederlandsekwartsietgrind zou door zijn grote hardheid bizonder hoge eisenaan het zaagmateriaal stellen. Indien op elke 210 mm gezaagdevoeg een nieuw zaagblad van rond f700 nodig is, zou dit op 30voegen van 7 m lengte een bedrag van 23 per voeg betekenen.De s/otconc/us/e mag dus zijn, dat er voor de betonwegenbouw inNederland geen aanleiding bestaat van de huidige geperfectioneerdeschijnvoegconstructie over te gaan naar het zagen of snijden van dieschijnvoegen in het verharde beton.476 Cement 8 (19S6) Nr 19-20


Reacties