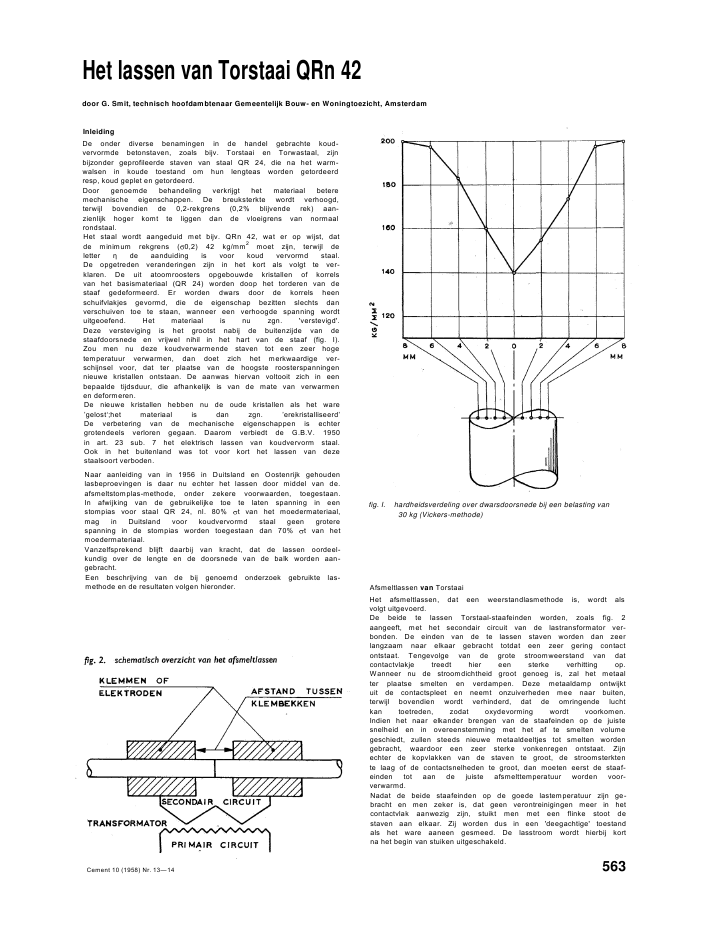
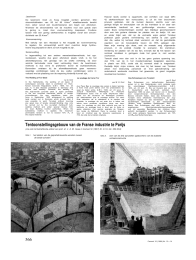
Het lassen van Torstaai QRn 42door G. Smit, technisch hoofdambtenaar Gemeentelijk Bouw- en Woningtoezicht, AmsterdamInleidingDe onder diverse benamingen in de handel gebrachte koud-vervormde betonstaven, zoals bijv. Torstaai en Torwastaal, zijnbijzonder geprofileerde staven van staal QR 24, die na het warm-walsen in koude toestand om hun lengteas worden getordeerdresp, koud geplet en getordeerd.Door genoemde behandeling verkrijgt het materiaal beteremechanische eigenschappen. De breuksterkte wordt verhoogd,terwijl bovendien de 0,2-rekgrens (0,2% blijvende rek) aan-zienlijk hoger komt te liggen dan de vloeigrens van normaalrondstaal.Het staal wordt aangeduid met bijv. QRn 42, wat er op wijst, datde minimum rekgrens ( 0,2) 42 kg/mm2moet zijn, terwijl deletter de aanduiding is voor koud vervormd staal.De opgetreden veranderingen zijn in het kort als volgt te ver-klaren. De uit atoomroosters opgebouwde kristallen of korrelsvan het basismateriaal (QR 24) worden doop het torderen van destaaf gedeformeerd. Er worden dwars door de korrels heenschuifvlakjes gevormd, die de eigenschap bezitten slechts danverschuiven toe te staan, wanneer een verhoogde spanning wordtuitgeoefend. Het materiaal is nu zgn. 'verstevigd'.Deze versteviging is het grootst nabij de buitenzijde van destaafdoorsnede en vrijwel nihil in het hart van de staaf (fig. I).Zou men nu deze koudverwarmende staven tot een zeer hogetemperatuur verwarmen, dan doet zich het merkwaardige ver-schijnsel voor, dat ter plaatse van de hoogste roosterspanningennieuwe kristallen ontstaan. De aanwas hiervan voltooit zich in eenbepaalde tijdsduur, die afhankelijk is van de mate van verwarmenen deformeren.De nieuwe kristallen hebben nu de oude kristallen als het ware'gelost`;het materiaal is dan zgn. 'erekristalliseerd'De verbetering van de mechanische eigenschappen is echtergrotendeels verloren gegaan. Daarom verbiedt de G.B.V. 1950in art. 23 sub. 7 het elektrisch lassen van koudvervorm staal.Ook in het buitenland was tot voor kort het lassen van dezestaalsoort verboden.Naar aanleiding van in 1956 in Duitsland en Oostenrijk gehoudenlasbeproevingen is daar nu echter het lassen door middel van de.afsmeltstomplas-methode, onder zekere voorwaarden, toegestaan.In afwijking van de gebruikelijke toe te laten spanning in eenstompias voor staal QR 24, nl. 80% t van het moedermateriaal,mag in Duitsland voor koudvervormd staal geen groterespanning in de stompias worden toegestaan dan 70% t van hetmoedermateriaal.Vanzelfsprekend blijft daarbij van kracht, dat de lassen oordeel-kundig over de lengte en de doorsnede van de balk worden aan-gebracht.Een beschrijving van de bij genoemd onderzoek gebruikte las-methode en de resultaten volgen hieronder.fig. I. hardheidsverdeling over dwarsdoorsnede bij een belasting van30 kg (Vickers-methode)Afsmeltlassen van TorstaaiHet afsmeltlassen, dat een weerstandlasmethode is, wordt alsvolgt uitgevoerd.De beide te lassen Torstaal-staafeinden worden, zoals fig. 2aangeeft, met het secondair circuit van de lastransformator ver-bonden. De einden van de te lassen staven worden dan zeerlangzaam naar elkaar gebracht totdat een zeer gering contactontstaat. Tengevolge van de grote stroomweerstand van datcontactvlakje treedt hier een sterke verhitting op.Wanneer nu de stroomdichtheid groot genoeg is, zal het metaalter plaatse smelten en verdampen. Deze metaaldamp ontwijktuit de contactspleet en neemt onzuiverheden mee naar buiten,terwijl bovendien wordt verhinderd, dat de omringende luchtkan toetreden, zodat oxydevorming wordt voorkomen.Indien het naar elkander brengen van de staafeinden op de juistesnelheid en in overeenstemming met het af te smelten volumegeschiedt, zullen steeds nieuwe metaaldeeltjes tot smelten wordengebracht, waardoor een zeer sterke vonkenregen ontstaat. Zijnechter de kopvlakken van de staven te groot, de stroomsterktente laag of de contactsnelheden te groot, dan moeten eerst de staaf-einden tot aan de juiste afsmelttemperatuur worden voor-verwarmd.Nadat de beide staafeinden op de goede lastemperatuur zijn ge-bracht en men zeker is, dat geen verontreinigingen meer in hetcontactvlak aanwezig zijn, stuikt men met een flinke stoot destaven aan elkaar. Zij worden dus in een 'deegachtige' toestandals het ware aaneen gesmeed. De lasstroom wordt hierbij kortna het begin van stuiken uitgeschakeld.563Cement 10 (1958) Nr. 13--14BeproevingIn het Lastechnisch Instituut van de Technische Hogeschool teAken zijn omvangrijke vergelijkende proeflassen in Tor- ennormaal-staal in de afmetingen ? 12,? 20 en ? 26 uitgevoerd.De hierna volgende gegevens zijn overgenomen uit een rapport(dd. l5-11-`55) betreffende deze proeflassen, terwijl bovendiengebruik is gemaakt van een artikel in Beton- und Stahlbetonbauvan augustus 1957.*Voor Torstaai ? 20 werd tevens de invloed van het bereidings-proces van het vloeistaal op de lasresultaten nagegaan. Daartoestonden de volgende staalsoorten ter beschikking: o. ongekal-meerd Thomasstaai, b. gekalmeerd Thomasstaai, zuurstof-gezuiverd Thomasstaai en d. normaal Siemens-Martinstaal.Daar men de instelling van de machine goed in de hand wildehouden, koos men een automatische afsmeltmachine van de fa.Hugo Miebach te Dortmund (foto 3).Op deze machine zijn meer dan 1000 lassen gemaakt. Het op-gestuikte materiaal ter plaatse van de las en de lasbaard zijn voorde trekproeven niet verwijderd. Voor de buigproeven is dezebewerking wel uitgevoerd. Het buigen geschiedde niet om degebruikelijke doorn van 4d, doch om een van 2d(d=staafdiameter)De tabellen I en II geven de uitkomsten weer van het onder-zoek naar breuksterkte, 0,2-rekgrens en breukrek van normaal-en Torstaai. Bij de beschouwing hiervan moet in aanmerkingworden genomen, dat bewust ook bepaalde ongunstige machine-instellingen in het onderzoek betrokken zijn, teneinde op diemanier het totale mogelijke toepassingsgebied te kunnen over-zien.In tabel I staan de gemiddelde waarden aangegeven met daarondertussen haakjes de laagst gevonden uitkomsten.In tabel II is de verhouding aangegeven tussen de waarden vanhet gelaste staal en het ongelaste staal. Tussen haakjes staanevenals in tabel I de laagst gevonden waarden.De foutieve lassen, die direct op het uiterlijk reeds als zodanigkunnen worden herkend, zijn niet in de tabellen opgenomen.Hun aantal bedroeg ca. 1,5% van het aantal gemaakte lassen.Het onderzoek naar de taaiheid van de gelaste staven is in hoofd-zaak gebeurd met de buigproef. Alle proefstukken konden zonderbezwaar tot 180? worden gebogen om een doorn van 2 maal destaafdiameter. Beneden een buighoek van 60? traden geen scheurenin de las op.* fig. I, 2, 4, en foto's 5, 6 zijn aan genoemd artikel ontleendfoto 3. automatische afsmeltmachineelektrisch vermogen: 20/40 KVA- grootste lasdoorsnede: 900 mm2; grootstestuikdruk: 2-3 ton; inklemming van de staven: door handbediening van ex-center (50% groter dan stuikdruk); beweging van de sleden: hydraulisch;voorwarmen, afsmeken en stuiken: automatischNaast een metallografisch onderzoek aan de hand van macro- enmicro-opnamen van lengtedoorsneden over de las, zijn ook hard-heidsbepalingen uitgevoerd zowel in het hart als in de randzonesvan de lassen (flg. 4).fig. 4. hardheidsverdeling in het hart en in de randzones van de las (Vi kers-methode)564 Cement 10 (1958) Nr. 13--14breuk- 0,2-rek- breukrekmateriaal ? sterkte grenskg/mm2kg/mm2%QR 24""12202634,8(33,9)35,4(33,6)37,9(37,3)26,0(25,2)24,9(23,2)26,2(25,2)23,3(21,5)24,8(23,0)26,3(24,2)Torstaaia. ongekalmeerdb. gekalmeerdc. zuurstof-gezuiverdThomasstaaid. S-M. staalTorstaai12202020202653,9(52,8)56,2(52,6)57,3(55,3)51,6(49,0)52,9(SM)56,4(53,0)43,9(42,6)48,9(45,8)45,844,044,7(42,9)47,4(44,0)47,4(44,5)11,8(11,1)9,3( 8,2)11,5(10,0)9,7(8,9)9,2(8,2)9,65(8,8)tabel I. gemiddelde resp. kleinste waarden van gelastebetonstavenbreuk- 0,2-rek- breukrekmateriaal ? sterkte grens% % %QR 24I22026gemidd.99,1(96,3)99,6(93,8)99,5(98,6)99,4(96,2)93,5(90,6)99,2(92,6)95,3(91,1)96(91,4)81,5(75,0)73,8(68,1)84,0)(77,6)79,8(73,6)TorstaaiI2202020202698,2(95,4)99,5(93,6)96,7(93,6)96,8(93,4)98,1(95,0)96,0(90,1)93,9(90,6)99,6(93,0)96,7(92,9)93,4(90,2)97,8(91,4)96(90,2)96,0(90,2)65,2(57,5)69,3(60,3)93,0(85,3)79,3(71,0)57,8(52,7)a. ongekalmeerdb. gekalmeerdc. zuurstof-gezuiverdThomasstaaid. S-M. staalTorstaaigemidd.97,4(93,5)96,2(91,4)76,7(69,5)De plaatselijke treksterktevermindering, die is veroorzaakt doorrekristallisatie in het midden van de las (laslijn), wordt blijkbaardoor de, ten gevolge van het stuiken, vermeerderde dwarsdoor-snede gecompenseerd. Ook uit de hierboven genoemde micro-opnamen is gebleken, dat de, door de geforceerde rekristallisatieontstane grofkorrelige structuur, slechts over de lengte van hetopgestuikte deel van de las voorkomt.De foutloze lassen zijn te herkennen, doordat de lasbaard gelijk-matig langs de gehele omtrek van de laslijn voorkomt en de breuknaast de las optreedt (foto 5).De foutieve lassen, die reeds op hun uiterlijk gesorteerd kondenworden, zijn niet in de proeven opgenomen; zij breken met eenbrosse breuk direct naast de laslijn, waarbij dus geen insnoeringmerkbaar is (foto 6).Voorlopige Duitse RichtlijnenNaar aanleiding van de met goede uitslag bekroonde proeven ophet lassen van Torstaai, heeft de Minister van Wederopbouw vanLand Nordrhein-Westfalenop I september 1956 de volgende voor-lopige richtlijnen vastgesteld voor het gebruik van de afsmelt-lasmethode voor Torstaai.AlgemeenDe door koudvervorming bereikte versteviging kan door ondes-kundige warmtebehandeling worden verminderd. Alle las-uitvoeringen moeten dus uit het oogpunt van 'zo koud mogelijklassen' worden beschouwd. De hierna volgende aanwijzingenmoeten voor ieder geval in acht worden genomen.StaafeindenVoordat men gaat lassen dienen de ongetordeerde staafeinden,tabel II. gemiddelde resp. kleinste waarden van gelastebetonstaven in verhouding tot ongelaste stavendie in de tordeermachine ingeklemd zijn geweest, liefst doorknippen te worden verwijderd.StuikdrukDe lasmachine moet in staat zijn een stuikdruk van tenminste6 kg/mm2staafdoorsnede te leveren.InklemkrachtDe inklemkracht op de klembekken moet steeds groter zijn dande toe te passen stuikdruk.Afstand klembekkenDe tussen de klembekken of elektroden gemeten inspanlengtemag het tweevoud van de staafdoorsnede niet overschrijden.StuikwegAfhankelijk van de staafdoorsnede is de stuikweg 5 tot 7 mm.AfsmeltwegVolkomen evenwijdige kopvlakken van de te lassen staven,zoals dat bijv. bij afzagen kan ontstaan, behoeven een kortereafsmeltweg dan geknipte staven, waarvan eerst de schuinesnijvlakken weggebrand moeten worden. Een afsmeltweg in degrootte van tot (d= staafdiameter) is in hetalgemeen vol- doende te achten.Cement 10 (1958) Nr. 13--14 565LasstroomDe lasstroom moet zo hoog mogelijk worden genomen. Metstroomdicbtheden van 85 tot 90 A/mm2staafdoorsnede bereiktmen, zeker vanuit een koude`toestand, een begin van afsmeken.Wanneer de stroomsterkte van de machine voor een goede startte gering is, moet men voorverwarming toepassen. Foutlooslassen met een gering sterkteverlies is mogelijk vanaf een stroom-dichtheid van 25 A/mm2.VoorverwarmingMet behulp van een rheostaat is het mogelijk de voorverwarmingte regelen. De voorwarmtijd wordt door overdruk langs hydrau-lische weg bepaald en dient zo kort mogelijk te zijn.SamenvattingIn tegenstelling tot een andere weerstandslasmethode, het zgn.stuikiassen, waarbij dus geen afsmeken plaats vindt, is bij hetafsmeltlasproces, ten gevolge van de snelle verhitting, de doorwarmte be?nvloede zone naar verhouding klein; de beschrevenmethode is dus verre te prefereren boven de stuiklasmethode.Bovendien ontstaan bij de afsmeltlasmethode geen noemens-waardige verdikkingen nabij de las, welke verdikkingen soms inverband met de plaatsing van de wapening hinderlijk kunnen zijn,Hoewel reeds eerder is opgemerkt, dat verhitten van staal QRn42 sterkteverliezen kan veroorzaken, is uit de hier beschrevenproeven gebleken, dat de invloed daarvan slechts over eengeringe lengte ter weerszijden van de las merkbaar is en daar eenverminderde hardheid en een grofkorrelige structuur veroor-zaakt. Deze verslechteringen worden dan blijkbaar gecompenseerddoor een iets grotere diameter ter plaatse van de laslijn. Uit eenen ander blijkt wel, dat op de vermelde wijze gelast Torstaaipraktisch geen grotere vermindering van sterkte te zien geeftdan die, welke bij normaal staal voorkomt, en dat de gemiddeldewaarden van de breuksterkte boven de 95% gelegen zijn.Naar mijn mening zijn deze, met de meeste zorg uitgevoerdeproeven, in de praktijk moeilijk te evenaren. De sterktever-mindering ter plaatse van de las kan, evenals dat bij het lassen vannormaal rondstaal in geringere mate het geval is, niet wordenvoork?men.Terecht staat men dan ook in de las geen grotere spanning toe,dan 70% van de in het moedermateriaal toegelaten spanning,in plaats van 80%, zoals dat bij normaal staal is toegestaan.Duidelijk blijkt, mijns inziens, dat men bij het lassen van Torstaaialleen met deskundig personeel en met gebruikmaking vanautomatisch werkende machines het gewenste, zo goed mogelijkeresultaat kan bereiken.The Welding of Tor-Steelby G. SmitIn the Netherlands, the welding of all types ofcold-shaped concrete steel is prohibited (cf. Rein-forced Concrete Regulations G.B.V. 1950, Art. 23sub 7). It was likewise prohibited in Germany andAustria until recently. However, the welding ofthis high-tensile concrete steel is again permittedin the two countries mentioned above, in certaincircumstances; the new regulations came intoforce in September, 1956 subsequent to weldingtests carried out in Germany which proved that itwas possible to weld Tor-steel without incurringany great loss of tensile strength.Welding may onlybe carried out by the so-called melting-off butt-welding method and under special licence fromthe local Building Control authorities. When thebuttwelding method is applied, the maximumpermissible tension is not to exceed 70% Pst ofthe original material.Le soudage de l'acier Torpar M. G. SmitAux Pays Bas le soudage des aciers ? b?ton lamin?s? froid n'est point admis (voir les prescriptions ausujet du b?ton arm?, G.B.V. 1950, art. 23 sous 7).Jusqu'? r?cemment l'Allemagne et l'Autrichel'interdisaient aussi. Par la suite d'?preuves effec-tu?es sur les soudures en Allemagne toutefois,qui d?montr?rent que le soudage d'acier Tor sansforte r?duction de la r?sistance ? la traction estpossible, le soudage de cet acier dur ? b?ton estadmis sous certaines conditions dans ces deuxpays. Le soudage ne doit ?tre ex?cut? que par lam?thode du soudage bout ? bout par la fonte etapr?s obtention d'un permis sp?ciale de l'Inspec-tion locale du B?timent. Dans la soudure bout ?bout on n'admet pas de tensions sup?rieures ?70% de celle de la mati?re originale.Das Schweissen von Torstahlvon G. SmitDas Schweissen von kaltverformten Betonstahl-sorten ist in den Niederlanden nicht zul?ssig (siehdie einschl?gigen Stahlbetonvorschriften G.B.V.1950, art. 23 sub. 7). Bis vor Kurzem war es auchin Deutschland und ?sterreich verboten. SeitSeptember 1956 ist aber, auf Grund von in Deutsch-land vorgenommenen Schweissproben, die denBeweis erbracht haben, dass das Schweissen vonTorstahl ohne erhebliche Verminderung der Zug-festigkeit m?glich ist, das Schweissen von diesemhochwertigen Betonstahl in den obengenanntenL?ndern unter gewissen Bedingungen wohl zu-l?ssig. Das Schweissen darf abe` nur nach demsogenannten Abschmelzstumpfschweissverfahrenund mit spezieller Bewilligung der ?rtlichen Bau-aufsicht durchgef?hrt werden. In der Schweissnahtwird keine gr?ssere Spannung zugelassen als 70%von ?ez des Muttermateriales.Tentoonstellingsgebouw van de Franse industrie te Parijs(zie ook het betreffende artikel van prof. dr. ir. A. M. Haas in Cement 9 (1957) Nr. 9-10, blz. 350-354)foto I. het stellen van de geprefabriceerde wanden tussende beide schalenfoto 2. een van de drie aanzetten (geboorten) van de dubbeleschaalconstructie566 Cement 10 (1958) Nr. 13--14


Reacties