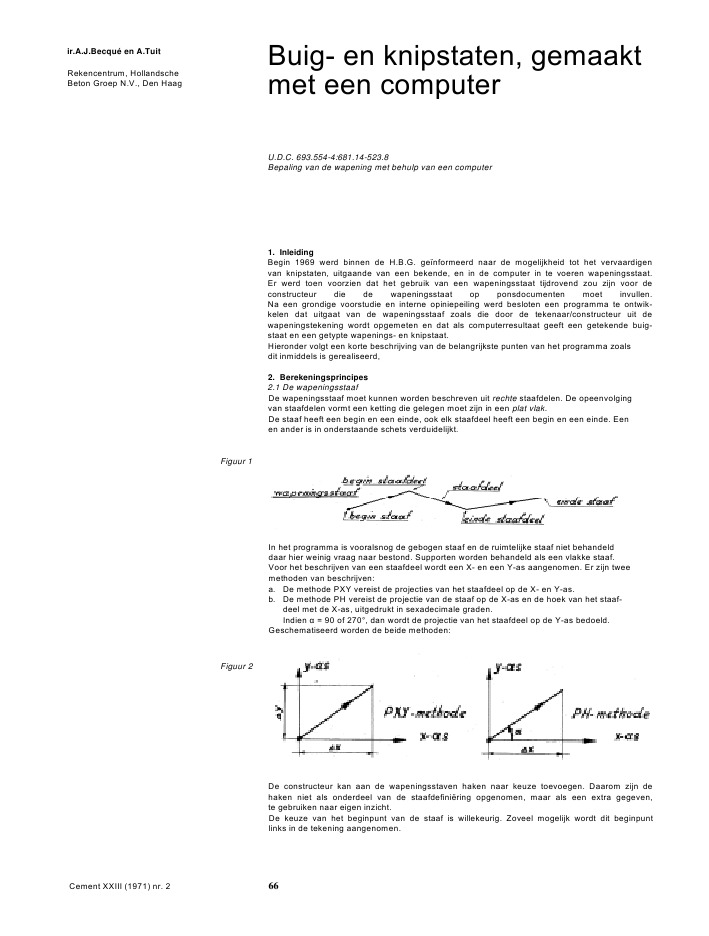
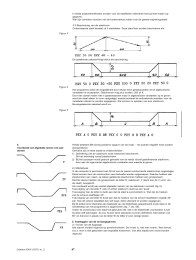
ir.A.J.Becqu? en A.TuitRekencentrum, HollandscheBeton Groep N.V., Den HaagBuig- en knipstaten, gemaaktmet een computerU.D.C. 693.554-4:681.14-523.8Bepaling van de wapening met behulp van een computer1. InleidingBegin 1969 werd binnen de H.B.G. ge?nformeerd naar de mogelijkheid tot het vervaardigenvan knipstaten, uitgaande van een bekende, en in de computer in te voeren wapeningsstaat.Er werd toen voorzien dat het gebruik van een wapeningsstaat tijdrovend zou zijn voor deconstructeur die de wapeningsstaat op ponsdocumenten moet invullen.Na een grondige voorstudie en interne opiniepeiling werd besloten een programma te ontwik-kelen dat uitgaat van de wapeningsstaaf zoals die door de tekenaar/constructeur uit dewapeningstekening wordt opgemeten en dat als computerresultaat geeft een getekende buig-staat en een getypte wapenings- en knipstaat.Hieronder volgt een korte beschrijving van de belangrijkste punten van het programma zoalsdit inmiddels is gerealiseerd,2. Berekeningsprincipes2.1 De wapeningsstaafDe wapeningsstaaf moet kunnen worden beschreven uit rechte staafdelen. De opeenvolgingvan staafdelen vormt een ketting die gelegen moet zijn in een plat vlak.De staaf heeft een begin en een einde, ook elk staafdeel heeft een begin en een einde. Eenen ander is in onderstaande schets verduidelijkt.Figuur 1In het programma is vooralsnog de gebogen staaf en de ruimtelijke staaf niet behandelddaar hier weinig vraag naar bestond. Supporten worden behandeld als een vlakke staaf.Voor het beschrijven van een staafdeel wordt een X- en een Y-as aangenomen. Er zijn tweemethoden van beschrijven:a. De methode PXY vereist de projecties van het staafdeel op de X- en Y-as.b. De methode PH vereist de projectie van de staaf op de X-as en de hoek van het staaf-deel met de X-as, uitgedrukt in sexadecimale graden.Indien = 90 of 270?, dan wordt de projectie van het staafdeel op de Y-as bedoeld.Geschematiseerd worden de beide methoden:Figuur 2De constructeur kan aan de wapeningsstaven haken naar keuze toevoegen. Daarom zijn dehaken niet als onderdeel van de staafdefini?ring opgenomen, maar als een extra gegeven,te gebruiken naar eigen inzicht.De keuze van het beginpunt van de staaf is willekeurig. Zoveel mogelijk wordt dit beginpuntlinks in de tekening aangenomen.Cement XXIII (1971) nr. 2 66In beide projectiemethoden worden voor de staafdelen uitsluitend hart-op-hart-maten op-gegeven.Wel zijn controles voorzien van de buitenwerkse maten voor de gehele wapeningsstaaf.2.2 Beschrijving van de staafvormOnderstaande staaf bestaat uit 2 staafdelen. Deze staaf kan worden beschreven als:Figuur 3De getekende zakstaaf krijgt aldus als beschrijving:Figuur 4Het programma bezit de mogelijkheid door elkaar heen getalswaarden en/of algebra?schevariabelen te accepteren. Geschreven mag dus worden: 200 of A.Door een aantal maten niet in getalswaarden maar in algebra?sche variabelen op te gevenwordt de staaf alleen in vorm vastgelegd, waarbij achteraf de ontbrekende waarden voor devariabelen dienen te worden opgegeven. We kunnen nu spreken van een staafvorm.Bovengetekende zakstaaf wordt nu:Figuur 56Voorbeeld van afgeleide ramen van zak-stavenHierbij betekent BN dat bij positieve opgave van de maat de waarde negatief moet wordendoorgerekend.Derhalve zijn er twee stadia te onderscheiden:1) Defini?ring van de staafvorm zoals hierboven beschreven.Dit kan ??nmalig vooraf plaatsvinden.2) Bij het oproepen wordt gebruik gemaakt van de reeds v??raf gedefinieerde staafvorm,door aan de ingevoerde algebra?sche variabelen een waarde te geven.2.3 BibliotheekIn de computer is permanent een 50-tal van de meest voorkomende staafvormen opgeslagen.Deze kunnen door de constructeur naar behoefte worden opgeroepen. Daartoe hebben allestaafvormen een naam, op elkaar gelijkende staafvormen hebben een groepsnaam.Rechte staven hebben als groepsnaam de letter R, zakstaven: V (denk aan de V-vorm vande staaf), beugels B.Als voorbeeld wordt een aantal afgeleide namen van de zakstaven vermeld {fig. 6):Toevoeging van de letter v??r of achter staafvorm duidt op een 'pook'.Toevoeging Van de letter A duidt aan dat de staaf a-symmetrisch is. Wel zijn de hoekenvan de scheve staafdelen 45?.Toevoeging van de letter W duidt aan dat de hoeken van de scheve staafdelen ongelijk 45?zijn. Hoe dit scheve staafdeel dan w?l loopt, dient uiteraard te worden opgegeven.Bij dit artikel is ter illustratie een bladzijde van de bibliotheek gepubliceerd zoals deze in dehandleiding van het programma is opgenomen (fig. 7, blz. 68).Indien de constructeur een staaf wil gebruiken die niet in de bibliotheek voorhanden is kanhij deze z?lf toevoegen. Zo zou hij een serie zakstaven kunnen defini?ren met hoeken van60? en hiervoor in plaats van de letter W de letter (van zestig) kiezen.3. Vastleggen van de invoergegevens3.1 Invoer van de buigstaatAlle staven worden ingevuld op ponsformulieren. De invoer is, wat men noemt, 'free format',d.w.z. men is niet gebonden aan bepaalde kolommen. Van elke staaf(vorm) moet wordeningevuld:Cement XXIII (1971) nr. 2 677Een bladzijde uit debibliotheekhet merk, het aantal, de diameter, de staalkwaliteit (indien niet vermeld: QR 24), de naamvan de staafvorm, de eventuele aanwezigheid van haken en de ontbrekende gegevens voorde staafdelen.Het voorbeeld uit 2.2 ziet er dan uit als volgt:merk 9, aantal 15 stuks, diameter 16 mm, QR 40, 2 consid?re haken:MERK 9 AANTAL 15 DIAMETER 16 QR 40 V CR CR A 50 20 200of in verkorte vorm:9 15 16 40 V CR CR 50 20 200.De computer zal van deze staafvorm uit de bibliotheek de staafvorm V ophalen, de ont-brekende waarden invullen en de staaf verder doorrekenen. Hierbij worden bochtcorrectiestoegepast en wordt de haaklengte berekend.De berekende staaflengte wordt op een bepaalde waarde afgerond. De constructeur kan,i.v.m. de knipstaat een bepaalde staaflengte voorschrijven, door toe te voegen TL ... Decomputer zal nu het laatste staafdeel corrigeren totdat de vereiste staaflengte wordt ver-kregen.Hij bezit eveneens de mogelijkheid de buitenwerkse maten in X- en Y-richting voor teschrijven met de codes BMX... en BMY... Dit is vooral belangrijk waar een staaf passendmoet zijn in een bekisting. Al naar gelang de grootte van de afwijking zal de computer destaaf corrigeren of een foutmelding geven.Cement XXIII (1971) nr.2 688Voorbeeld van een buigstaat; in fig. 9 zijndehier vermelde gegevens in tekeninggebracht3.2 Bijwerken bibliotheekDe opdrachtgever bezit de mogelijkheid de bibliotheek uit te breiden, uitsluitend voor zijneigen opdracht. Bibliotheekuitbreidingen vervallen derhalve zodra de opdracht is afgewerkt.3.3 Bijzondere faciliteitenHet programma gaat uit van een aantal standaard uitgangspunten. Deze kunnen echter wor-den gewijzigd. Zij behelzen o.m.:? Normaal wordt als berekeningsresultaat verkregen: een getekende buigstaat, een wape-ningsstaat, totaalstaat, knipstaat en een bestelstaat. Deze uitvoer is naar behoefte teonderdrukken.? De buigstaat wordt op een bepaalde schaal getekend. Deze schaal kan worden gewijzigd.? Het ontwerp normblad 'Wapeningstaven voor gewapend beton' past geen nulmaten toe.Dit kan worden verkregen door de opdracht NULMATEN NEE, waardoor de computer eentest op nulmaten zal toepassen.? De gebruiker kan de betiteling van zijn uitvoer en de bladzijdenummering naar behoeftewijzigen.? In het programma treedt een aantal afrondingen op. Bij grote lengtes is deze gesteld op5 cm. De manier van afronden kan worden voorgeschreven.3.4 FoutmeldingenZodra de invoer is ingelezen worden alle gegevens in een controleprogramma getest op hunzinnigheid.Zo zal de computer een foutmelding geven indien er te weinig of te veel informatie is op-gegeven, of wanneer een staafvorm wordt gevraagd die niet in de bibliotheek aanwezig is.Elke wapeningsstaaf waarin een fout wordt gevonden, wordt uit de verdere computerver-werking verwijderd. Daarom bestaat de mogelijkheid n? het afwerken van het foutenpro-gramma het programma af te breken.4. Beschrijving van de uitvoer4.1 Getekende buigstaat (fig. 9, biz. 76)Door een aan de computer gekoppelde tekenautomaat worden buigstaten getekend, inclusiefde kaders, kolomindeling en de titels. Van alle staven worden ten behoeve van de buigerop het werk vermeld: merk, aantal, diameter, staalkwaliteit en de buitenwerkse maten. Destaaf wordt geheel getekend met vermelding van maten en eventuele haken.Elke staaf wordt getekend op schaal 1 : S waarbij S = 15 + BM/10 waarin BM de grootstebuitenwerkse maat van de staaf is. Een rechte staaf van 5 m wordt dus getekend op schaal1 : 65 (S = 15 + 500/10) en wordt dus in tekening 500/65 = 7.8 cm lang.4.2 Wapenirtgsstaat en totaalstaat (fig. 10-11, biz. 76)In de wapeningsstaat worden groepen gevormd naar staalkwaliteit en diameter. Binnen dezegroepen worden de staven op lengte gesorteerd en afgedrukt met het benodigde aantal.De totaalstaat geeft een overzicht van het gevraagde wapeningsstaal en vermeldt het totaalbenodigde gewicht wapeningsstaal.De wapeningsstaat heeft aan betekenis verloren sinds ook knipstaten worden vervaardigd,doch wordt gebruikt in die situaties waarin knipstaten niet worden gevraagd. De totaalstaatwordt veelal gebruikt voor verrekening met de opdrachtgevers.Cement XXIII (1971) nr. 2 69vervolg van biz. 69(Buig- en knipstaten, gemaakt met eencomputer, door ir.A.J.Becqu? en A.Tuit)9Buigstaat getekend door de computer10Wapeningsstaat behorend bij de in fig. 9gegeven buigstaat11Totaalstaat van de in fig. 10 gegevenhoeveelhedenCement XXIII (1971) nr. 2 7612-13Uit de gegevens van fig. 9 (de buigstaat)volgen ten slotte de knipstaat en debestelstaat4.3 Knipstaat - bestelstaat (fig. 12-13)Per diameter en staalkwaliteit wordt een knipstaat vervaardigd. Indien de gebruiker geennadere instructies geeft, wordt uitgegaan van handeislengten van 12 en 14 m.Naar wens kan de aanwezige voorraad worden ingevoerd.Als voorbeeld kan dienen:VOORRAADDIAMETER 16 QR 40 KIES 20 800 L 1200EINDEHetgeen inhoudt dat van diameter 16 QR 40 aanwezig zijn 20 staven van 8 m en dat verdermoet worden gekozen uit de staaflengte van 12 m.De berekening van de knipstaat is geen wiskundig exakte methode. Er worden wel eenaantal criteria aangehouden zoals te beginnen met de grootste staaflengte, het niet meer danstrikt noodzakelijk verbruiken van kleine staaflengten. Binnen de aanwezige staaflengten vande voorraad worden enige mogelijkheden bekeken en wordt die combinatie gekozen methet kleinste knipverlies. Vaak zal het voorkomen dat het knipverlies in een combinatie nul is.Een combinatie wordt ook tijdens het rekenproces als goed beoordeeld indien het knip-verlies kleiner is dan een bepaalde prioriteitsto/erantie, PTOL.De PTOL is, indien niet nader omschreven, steeds nul, maar kan zijn nut hebben in het gevaldat een bepaalde oude voorraad, met enigszins ongelukkige lengten, toch moet worden op-geknipt. Deze staven worden dan in de voorraad opgenomen met verhoogde PTOL zodateen combinatie, waarin deze voorraadsstaven worden verwerkt, eerder aan de beurt komt.De langs deze weg verkregen knipstaten hebben tot dusver steeds geringere knipverliezenopgeleverd dan de handberekeningen.De computer drukt ook een bestelstaat af waarin een overzicht is opgenomen van de tebestellen staven en het totale te bestellen staalgewicht.5. Ervaringen met het programmaHet programma is ontwikkeld op een IBM 1130 computer met gekoppelde CALCOMP-teken-apparatuur. De ontwikkeling heeft 1? manjaar gevergd.Gebruikelijk is dat de ponsformulieren uit het hoofd worden ingevuld doordat na enigeoefening de naamgeving van de staafvorm en de manier waarop de ontbrekende matenmoeten worden ingevuld voldoende duidelijk zijn.Opmerkelijk is de geringe foutenkans gebleken van de invoer. Slechts af en toe blijkt eenmaat te worden vergeten. Andere foutmeldingen komen sporadisch of niet voor.Per regel van het ingevulde ponsdocument wordt een tarief toegepast van f 1,-- tot 1,40,al naar gelang de gevraagde uitvoer. Hierbij dient te worden aangetekend dat de gebruiktecomputer-configuratie minder geschikt is voor het verwerken van uitgebreide tekenopdrach-ten. Bij verhoging van de produktie en het gebruik van 'off-line' tekenapparatuur kan de prijsbelangrijk dalen.6. UitbreidingenUitbreiding van het programma lijkt 'naar voren' en 'naar achteren' mogelijk.Uit door de Grondtijdencentrale te Utrecht op te stellen en in de computer in te voerentijdnormen kan een indicatie worden verkregen van de te verwachten hoeveelheid manurenvan het project.Uit deze studies bleek verder dat de geproduceerde knipstaten wel aanleiding geven toteen minimaal knipverlies, maar dat dit niet bepalend behoeft te zijn voor de minisering vande kosten van de wapening. Hierin kan de factor "arbeid' bepalend zijn.'Naar achteren' kan het programma worden verlengd met een output op ponsband of mag-netische band voor automatisch gestuurde buig- en knipmachines.Met geringe aanwijzingen lijkt het mogelijk de voorraad wapeningsstaal van een werk in decomputer op te slaan en hieruit te putten bij het maken van knipstaten. Deze faciliteit lijktechter nog niet geheel aan te sluiten bij de praktijk van het bestellen en knippen van wape-ningsstaal.'Naar voren' lijkt uitbreiding mogelijk door uit te gaan van verwachte afmetingen van eenligger, kolom of plaat en de op te nemen belastingen. De computer berekent dan de vereistehoeveelheid wapeningsstaal en hevelt deze informatie over naar het buig- en knipstaten-programma.Cement XXIII (1971) nr. 2 77




Reacties