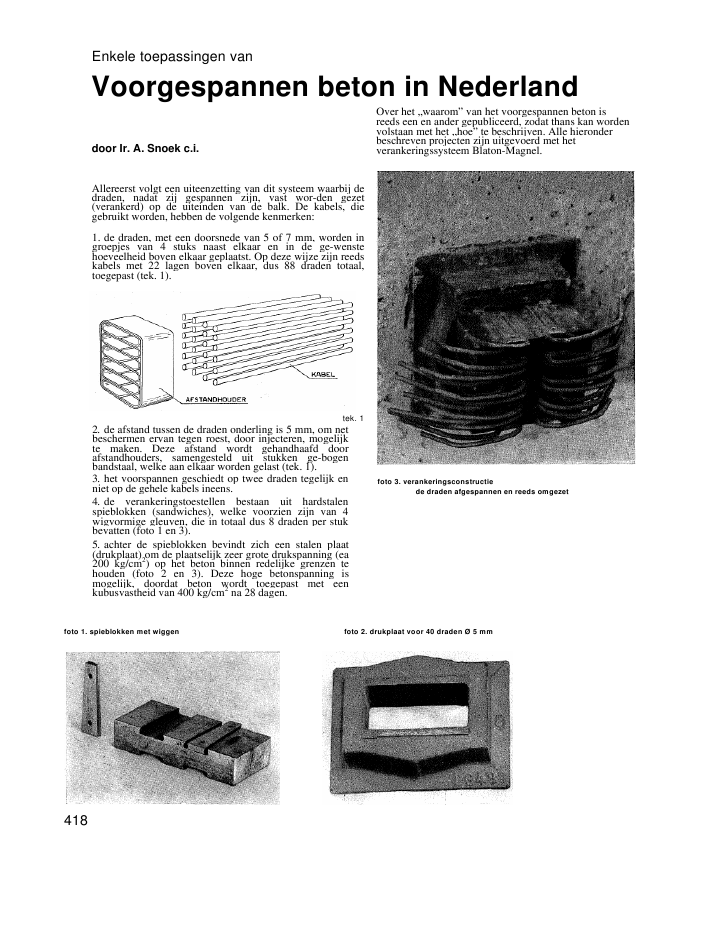
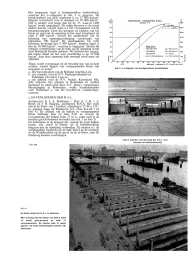
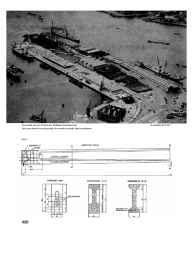
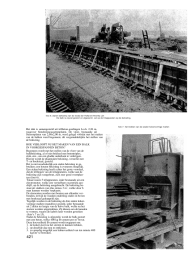
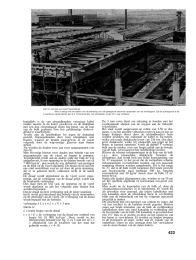
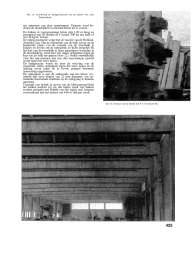
Enkele toepassingen vanVoorgespannen beton in Nederlanddoor Ir. A. Snoek c.i.Over het ,,waarom" van het voorgespannen beton isreeds een en ander gepubliceerd, zodat thans kan wordenvolstaan met het ,,hoe" te beschrijven. Alle hieronderbeschreven projecten zijn uitgevoerd met hetverankeringssysteem Blaton-Magnel.Allereerst volgt een uiteenzetting van dit systeem waarbij dedraden, nadat zij gespannen zijn, vast wor-den gezet(verankerd) op de uiteinden van de balk. De kabels, diegebruikt worden, hebben de volgende kenmerken:1. de draden, met een doorsnede van 5 of 7 mm, worden ingroepjes van 4 stuks naast elkaar en in de ge-wenstehoeveelheid boven elkaar geplaatst. Op deze wijze zijn reedskabels met 22 lagen boven elkaar, dus 88 draden totaal,toegepast (tek. 1).tek. 12. de afstand tussen de draden onderling is 5 mm, om netbeschermen ervan tegen roest, door injecteren, mogelijkte maken. Deze afstand wordt gehandhaafd doorafstandhouders, samengesteld uit stukken ge-bogenbandstaal, welke aan elkaar worden gelast (tek. 1).3. het voorspannen geschiedt op twee draden tegelijk enniet op de gehele kabels ineens.4. de verankeringstoestellen bestaan uit hardstalenspieblokken (sandwiches), welke voorzien zijn van 4wigvormige gleuven, die in totaal dus 8 draden per stukbevatten (foto 1 en 3).5. achter de spieblokken bevindt zich een stalen plaat(drukplaat) om de plaatselijk zeer grote drukspanning (ea200 kg/cm2) op het beton binnen redelijke grenzen tehouden (foto 2 en 3). Deze hoge betonspanning ismogelijk, doordat beton wordt toegepast met eenkubusvastheid van 400 kg/cm2na 28 dagen.foto 3. verankeringsconstructiede draden afgespannen en reeds omgezetfoto 1. spieblokken met wiggen foto 2. drukplaat voor 40 draden ? 5 mm418Het toegepaste staal is koudgetrokken koolstofstaal,waarvan het --diagram in tek. 2 is gegeven. Debreukvastheid van deze staalsoort is ca 17 500 kg/cm2,hetgeen veroorlooft voor te spannen tot 10 000 kg/cm2.(Dit is relatief veel hoger dan bij St. 37, waar-in 1400kg/cm2wordt toegelaten). De reden hiervoor is de totaalandere functie van het staal, n.l. het voorspannen van debetondoorsneden. Door het krimpen en kruipen van hetbeton en staal zal de spanning in het staal teruglopen totrond 8 800 kg/cm2, terwijl het aanbrengen van debelasting een spanningsverhoging veroorzaakt vanplusminus 700 kg/cm2De staalspanning bij vollebelasting be-draagt dus 9 500 kg/cm2, hetgeen lager isdan de 10 000 kg/cm2, waarvan is uitgegaan. Slechts bijernstige overbelasting van de balk zal de spanning in hetstaal belangrijk kunnen oplopen. We kunnen dus zeggen,dat iedere draad als het ware proefbelast is op 10 000kg/cm2, daar deze spanning later normaal nooit meer zaloptreden.Thans wordt overgegaan tot de beschrijving van en-kelewerken, waarin liggers van voorgespannen beton zijntoegepast, te weten:a. drie havenloodsen van de Holland-Amerika Lijn,b. een complex voor de N.V. Papiergroothandel enFabrieken v/h Gebrs. Cats enc. een fabriek voor de N.V. Nederl. Kroonkurk Mij.Alle objecten zijn gelegen in Rotterdam en werdenberekend en uitgevoerd door N.V. Dura's AannemingsMaatschappij te Rotterdam, welke licentiehoudstervoor Nederland is van het beschreven verankerings-systeem.a. HAVENLOODSEN DER H.A.L.Architecten: Ir. J. A. Brinkman , Prof. Ir. J. H. v. d.Broek en J. B. Bakema, architecten B.N.A. Het werkomvat de bouw van 3 loodsen, afmetingen 27,50 x 135,-m, gelegen Iangs de Rijnhaven N.Z. (foto K.L.M.1) enfoto 4). De afstand van de balken in voorgespannenbeton bedraagt hart op hart 6,10 m, terwijl deoverspanning der balken ruim 27 m is, zodat zich in deloodsen geen kolommen bevinden (zie tek. 3 en foto 5).De kolommen in de langsgevels, waarop de grote balkenrusten, zijn zowel in lengte- als in breedterichtingbuigvast met de fundering verbonden. Zij moeten n.l. dewindkrachten loodrecht op de balk direct na de montageen de Windkrachten op de gevel na de af-bouw, naar defundering kunnen overbrengen.tek. 2. --diagram van koudgetrokken koolstofstaalfoto 5. interieur van de loods der H.A.L. metdouane- en bazenkantoortje1) blz. 420foto 4de derde loods der H.A.L. in aanbouwMen is bezig met het hijsen van balk 8. Balk14 wordt ge?n-jecteerd en balk 15voorgespannen. De laatste balk is reedsgestort; de losse bekistingsele-menten zijnzicht-baar.Overzicht van het terrein der Holland-Amerika LijnDe eerste loods is reeds gereed, de tweede en derde zijn in aanbouw.(Luchtfoto K.L.M.)tek. 3420foto 6. stalen bekisting van de loods der Holland-Amerika LijnDe balk is zojuist gestort en afgewerkt. Let op de trilapparaten op de bekisting.foto 7. het trekken van de stalen kokervormige mallenHet dak is samengesteld uit trilbeton-gordingen h.o.h. 2,26 m,waarover bimsbetoncassettenplaten. De vloer, bestaande uitSteleonplaten van 2,00x2,00 m, werd gelegd v??rdat met het makenvan de balken werd begonnen; dit vergemakkelijkte het stellen vande bekisting.HOE VERLOOPT NU HET MAKEN VAN EEN BALKIN VOORGESPANNEN BETON?Begonnen wordt met het stellen van de vloer van debalkbekisting, al of niet bekleed met betontriplex,zink, enz., om een gladde onderkant te verkrijgen.Hierop wordt de plaatstalen bekisting, versterkt metT- en hoekstaal, gesteld.Het is niet noodzakelijk een stalen bekisting te ge-bruiken; een houten bekisting is eveneens mogelijk.Een stalen bekisting heeft echter het grote voordeel,dat de trillingen van de trilapparaten, welke aan debekisting zijn vastgebout, zich zeer goed voortplan-ten (foto 6).Totaal waren 5 trilapparaten, ieder bestaande uit eenelectromotor, welke een verstelbare excentriek aan-drijft, op de bekisting aangebracht. De bekisting be-staat uit stukken van plus minus 3 m1, welke door 6man kunnen worden verplaatst.De elementen worden met bouten aan elkander ver-bonden, terwijl de wanden onderling onder en bovenmet hoekstaal gekoppeld zijn.Tegelijk worden in de bekisting de drie stalen koker-vormige mallen (mandrins) gesteld, ieder bestaandeuit 2 delen ter lengte van de halve balk, welke na hetstorten worden uitgetrokken. Zij dienen om de kanalente vormen, waarin de kabels later worden gestoken(foto's 7 en 15).Nadat de bekisting is afgesteld, wordt de balk gestortmet een beton, welke 400 kg B-cement per m3bevat.Deze hoeveelheid B-cement wordt toegepast om:1. de kokers kort na het storten te kunnen trekken,2. op dezelfde dag nog te ontkisten,3. zo spoedig mogelijk een kubusvastheid van ten minste 400kg/cm2te bereiken.421foto 8. het spannen van twee draden tegelijk met de vijzelDeze kubusvastheid is vereist om een drukspanning van130 kg/cm2in het beton te kunnen toelaten. Na hetstorten van de balk wordt de bovenzijde af-gewerkt endirect hierna worden de zes stalen mallen enigecentimeters uitgetrokken m.b.v. lieren om te verhinderen,dat de benodigde trekkracht voor het definitief uittrekkente groot zou worden. Deze lieren zijn een halvebalklengte voorbij de einden van de balk opgesteld.Na ? tot 2 uur, afhankelijk van de heersende tempe-ratuur, worden de mallen geheel uitgetrokken. Er staannog andere methoden ter beschikking om de kanalen inde balk te vormen, wanneer de om-standigheden zozouden zijn, dat de stalen mallen geen toepassing kunnenvinden, n.l.:1. doordat het wenselijk kan zijn een gebogen kabeltoe te passen (b.v. een parabolische) en2. door gebrek aan ruimte om de mallen te trekken.Is er voldoende ruimte en wordt een gebogen kabelverlangd, dan kan een rubberstaaf worden ingestort,welke gemakkelijk te trekken is na het storten, van-wege de grote dwarscontractie van rubber.1)Is er geen voldoende ruimte aanwezig, dan wordt eendunne plaatstalen koker in de bekisting gesteld, op-gebouwd uit elementen van plusminus 1 m lengte, welkena het storten in de balk blijven zitten en dus nietnogmaals kunnen worden gebruikt. Met deze kokers isuiteraard iedere gewenste kabelvorm te maken.Deze laatste methode is vrij kostbaar en wordt bijvoorkeur niet toegepast.Na het ontkisten, dat in de zomer dezelfde middag, bijkouder weer de volgende ochtend plaatsvindt, moet debalk ongeveer ??n week verharden om voldoendevastheid te krijgen, waarna met het voor-spannen kanworden begonnen. Meestal is de kubusvastheid dan reeds400 kg/cm2.1) Zie Concrete and Constructional Engineering, October 1949.foto 9. De balk is afgespannen en de draden zijn omgezet.foto 10. het dak van Cats PapierfabriekMen is bezig met het stellen van de bekisting voor de gewapend betonnen opstanden van de lichtkappen. Op de achtergrond is dein aanbouw zijnde fabriek der N.V. Kroonkurk Mij, met sheddaken onder 45?, nog zichtbaar.Inmiddels is de van afstandhouders voorziene kabelzonder moeite in de koker geschoven en de drukplaatmet een dun cementlaagje tegen het beton van de kopvan de balk geplaatst (om een gelijkmatige drukver-deling te waarborgen).Tevens zijn de spieblokken los tegen de drukplaatgesteld, brjeengehouden door twee klemplaten metbouten, waaruit de draden paarsgewijs in de juistevolgorde door de wigvormige gleuven naar buitensteken.Nu worden de draden twee aan twee aangespannen (ziefoto 8).Men bevestigt hiertoe twee draden met behulp van eenwigconstructie aan de vijzel en begint te pompen.Tegelijkertijd wordt aan de andere zijde der balk de wigaangedreven. Is een spanning in de draden bereikt van ca7 000 kg/cm2, dan wordt de wig definitief vast-geslagenen de druk op de vijzel afgelaten. De draad zit nu aan hetene eind onwrikbaar vast en zal door de grote spanning,die er in geheerst heeft, volkomen recht in de kabelzitten.De draad wordt afgetekend en de vijzel zover opge-pompt, dat de verlenging van de draad gelijk wordt aande berekende verlenging.Dan slaat men de wig vast, de spanning op de vijzelwordt afgelaten en aan het volgende paar draden kanworden begonnen.Dat de draad na deze verlenging ook de juiste spanningheeft, wordt gecontroleerd met behulp van de manometerop de oliepomp van de vijzel. De verlenging van de draadwordt bepaald met de formule:verlenging L = ? L + x % + 3 mmHierin is:L = totale lengte van de draad = / E = de verlenging van de draad per eenheid vanlengte bij 10 000 kgVcm2. Deze wordt in hetlaboratorium bepaald (zie fig. 2, ca 5 mm per m1). x= afhankelijk van de kwaliteit van het staal datgebruikt wordt; x = 4?10.De 3 mm extra dient om rekening te houden met hetvoorkomende slippen van de wiggen aan de trekzijde(vijzelzijde).Het staal wordt aangevoerd op rollen van 2,50 m dia-meter, is na het afrollen volkomen recht en kan na het oplengte knippen direct door de afstandhouders heenworden gestoken om zodoende de kabel te for-meren,welke een totale drukkracht levert van 236 ton. Om dezegrote drukkracht, welke vrij plaatselijk aan-grijpt op hetbeton, te kunnen opnemen, wordt de dubbel T-vormigebalk aan de einden, over een lengte gelijk aan de hoogtevan de balk, verzwaard tot het rechthoekige profiel.Blijven de schuine trekspanningen in de kop van de balkt.g.v. deze plaatselijke drukkracht beneden detoelaatbare, dan wordt toch een lichte kopwapening vanSt. 37 toegepast; in het geval dat de toelaatbare schuinetrekspanningen overschreden worden, zal een passendewapening moeten worden aangebracht. Dit is het enigeSt. 37, dat in de balk wordt toegepast. Het totale gewichtaan hoogwaardig staal bedraagt 500 kg, hetgeenovereenkomt met 40 kg/m3beton, daar de balk 12 m3beton bevat.Nadat alle draden afgespannen zijn, worden ze op 10 cmuit het spieblok afgeknipt en horizontaal om-gezet (ziefoto 9).Men werkt nu de kopeinden van de balk af, door deverankeringsconstructies in te betonneren. Er wordt bijdit afwerken voor gezorgd, dat iedere kabelkoker meteen kanaaltje door de afwerklaag heen in ver-bindingblijft met de buitenlucht om het nu volgende injecterenmogelijk te maken.Dit geschiedt met een mengsel van cement en water, datvia een trechter in de kanalen wordt gegoten. Hiertoestaan aan beide uiteinden van de balk de rechthoekigekabelkokers door een rond kanaaltje in verbinding metde bovenzijde van de balk. Dit kanaaltje is gevormd dooreen 1?" buis in te storten en deze na het opstijven vanhet beton te verwijderen. Er worden nu houten proppenin de boutgaten ge-stopt, welke aan de zijkant van deonderflens zitten en zijn ontstaan door het verwijderenvan de steun-bouten van de stalen kokers.423Door een op het gespaarde kanaaltje geplaatste trech-terwordt de cementbrei in het kanaal gebracht, welke doorde zwaartekracht naar de andere zijde der balk loopt,waar eerst helder water uit de gespaarde ka-naaltjes doorde afwerklaag komt, ten gevolge van het achterblijvenvan de cementdeeltjes. Er wordt zo-lang doorgegaan metinjecteren, totdat er zekerheid bestaat, dat het kanaalgeheel gevuld is. De boutgaten geven contr?lepuntenvoor het verloop van de injectie. Ter contr?le werd eenseen gat gehakt in de onderflens van de balk tot in hetkanaal, waarbij bleek, dat dit geheel gevuld was metinjectiecement.Nadat aldus de draden tegen roesten gevrijwaard zijn,kan overgegaan worden tot het ophijsen van de balk.Hiertoe wordt bij ieder einde van de balk een hijsmastgeplaatst (foto's 4 en 14) en de balk opgehesen tot eenhoogte even boven de kolommen. Boor het vooroverlaten komen der hijsmasten wordt de balk vertikaalboven de kolommen gebracht en hierop voorzichtigneergezet, na er van de voren twee lagen rubero?d tehebben opgelegd. De verbinding van de balk met dekolom wordt gevormd door een uit-stekend eind ? 32(aan de onderzijde van de balk), dat in een met speciegevulde uitsparing boven in de kolom past.Hierna kan worden overgegaan tot de montage dergordingen en dekplaten.Omde voorgespannen liggers te koppelen zijn ter plaat-sevan de gordingen aan de bovenzijde van de balkein-denstaven van ? 25 ingestort, welke tegelijk met hetuitstekende staal van de gordingen worden ingestort.Momenten en spanningen in de middendoorsnedeHet moment door eigen gewicht bedraagt 90 tm. Ge-combineerd met de voorspankracht van 236 t geeft ditbetonspanningen onder en boven in de doorsnede vanresp. -- 116,7 kg/cm2en -- 19,0 kg/cm2. Deuiteindelijke spanningen na het opbrengen derbovenbelasting (moment bovenbelasting = 112,3 tm)bedragen in de onder- en bovenrand resp. + 5,6 kg/cm2en -- 115,1 kg/em2.b. CATS PAPIERFABRIEKArchitecten: Ir. E. H. Kraayvanger en H. M. Kraay-vanger.Het betreft hier een fabriek met een vloeroppervlakte vanrond 6 700 m2, annex kantoorgebouw en ketelhuis. Defabriekshal is gedeeltelijk 50 en 75 m breed en wordtoverspannen door liggers in voorgespannen beton meteen overspanning van 25 m. Deze liggen 4,43 m h.o.h. enhebben in de gevels ieder een kolom als oplegging.Op 25 m resp. 50 m van de gevels bevinden zich moer-balken in normaal gewapend beton met een over-spanning van 13,30 m (foto's 10 en 11). Oorspronkelijkwaren de moerbalken ook in voorgespannen betongedacht. Dit bleek echter onuitvoerbaar, omdat bij hetfabrieksgedeelte van 50 m breedte op uitbreiding isgerekend, zodat de moerbalk hier in de gevel kwam teliggen. Deze zou das eenzijdig belast zijn geworden,hetgeen aanleiding zou geven tot te faoge wringspan-ningen (Het dubbele T-profiel is n.l. ongeschikt voorfoto 11. overzicht van de constructie van Cats Papierfabriekoplegging van de voorgespannen betonbalken op de cons?les van de moerbalkenHet kleurverschil na regen van normaal beton en van beton van grote vastheid is opmerkelijk!424foto 12. verankering en oplegconstructie van de balken van CatsPapierfabrieknet opnemen van deze spanningen). Daarom werd be-sloten de moerbalken in normaal beton nit te voeren.De baiken in voorgespannen beton zijn 1,20 m hoog engewapend met 80 draden ? 5 (totaal 300 kg per balk ofwel 38 kg/m3beton).De oplegconstructie wijkt bier af van die van de Holland-Amerika Ljjn. Om de oplegdruk van de balk zuiver op deberekende plaats van de cons?le van de moerbalk tekrijgen en tevens om de oplegdruk zo dicht mogelijk bijhet hart van de moerbalk te laten aangrijpen (wringing inde moerbalken), werd hier een stalen oplegplaat tegen dekop van de balk toe-gepast (foto 12), welke onmiddellijkv??r het aan-spannen met een dun specielaagje gesteldwordt tegen het ruwe beton.De oplegreactie wordt nu door de wrijvlng van degegroefde stalen oplegplaat tegen het ruwe beton en deaanslag ervan tegen de er boven gelegen betonnenaanstorting opgenomen.De oplegplaat is aan de onderzijde aan het beton ver-ankerd met twee bouten van 22 mm diameter, om op-tredende horizontale krachten op de oplegging te kunnenopnemen.Teneinde een indruk te geven van de fabricagesnel-heidder balken merken wij op, dat iedere week vier baikenworden gemaakt met behulp van ??n stalen mal, hetgeenovereenkomt met het maken van 440 m2dak per week.foto 13. interieur van de fabriek der N.V. Kroonkurk Mij425Daar reeds binhen 3 weken na het storten tot mon-teren van. de balkkan worden overgegaan, blijkt wel, dat met voorgespannen beton opeen snelle wijze kan worden gebouwd.c. N.V. NEDERLANDSCHE KROONKURK MIJ.Architecten: Ir. J. A. Brinkman , Prof. Ir. J. H. v. d.Brink en J. B. Bakema, architecten B.N.A.Het betreft hier een fabriek van 20 x 90 m, annexkantoorruimte (foto 12).De opdracht tot het bouwen van deze fabriek werdverkregen na een aanbesteding, waarbij de aannemersvrij waren in te schrijven met een uitvoering in staal,normaal beton of voorgespannen beton. Gebleken is,dat de oplossing in voorgespannen beton ruim 10 %goedkoper was dan de oplossing in staal. Tevens be-hoeft beton geen onderhoud, in tegenstelling totstaal, dat ongeveer iedere 7 jaar moet worden over-geschilderd.De balken werden hier 5 m h.o.h. gelegd en hebbeneen hoogte van 90 cm.De bewapening bestaat uit 72 draden ? 5 (totaal230 kg per balk, dus 38 kg/m3beton).Het dak bestaat uit shedkappen onder 45?. welke ge-vormd worden door in de fabriek vervaardigde beton-spantjes, aan de ene zijde afgedekt met bimsplatenen aan de andere zijde voorzien van glas (foto 13).Uit de beschreven werken blijkt wel, dat bij de bouw van loodsen,fabrieken, garages, enz., indien grote overspanningen worden ge?ist,het zeer zeker de moeite loont de toepassing van voorgespannenbeton te overwegen.foto 14. een sheddak van de fabriek der N.V. Kroonkurk MijFoto's: C. A. Fransen (1-3, 10-14)Vrijhof (4, 6-7, 9) E. A.Hofman (5, 8)foto 15. het hijsen van de eerste balk in voorgespannen beton van deN.V. Kroonkurk Maatschappijfoto 16. bekisting, stalen mallen en wapening van het uit-einde van de balk der N.V. Kroonkurk Mij426



Reacties